¶ 🧠 案例研究:使用 Dragon 实现更快的 PLA 打印
借助 Helio Additive 的 Dragon 仿真与优化工具,我们测试了 PLA 打印的极限 —— 更快的速度、更好的层间粘合、且无损表面质量。以下是我们的成果:
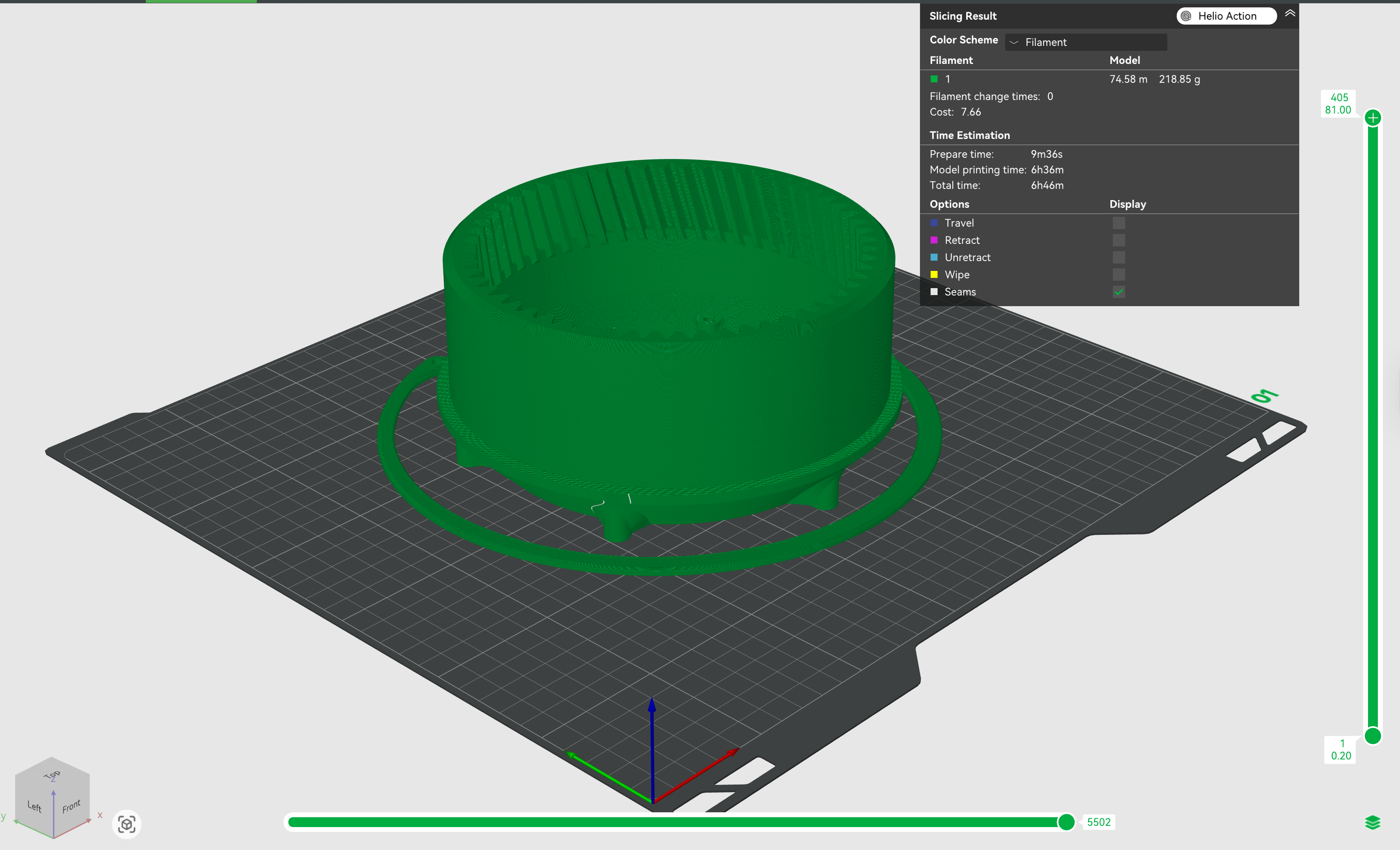
- ⚡ 打印时间减少 9% (6小时36分钟 → 6小时0分钟)
- 🧪 热质量指数提升(-1 → -0.83)
- 🎯 表面质量与细节保持不变
¶ 🧰 如何自己实现?
- 使用支持的切片软件切片你的 PLA 模型
- 将 G 代码 通过 Dragon 进行仿真与优化
- 查看热性能结果,并在必要时调整打印参数
- 打印原型 —— 更快、更坚固、精度依旧
¶ 🧪 使用 Dragon 优化实现更快的 PLA 打印
PLA 是 FDM 打印中使用最广泛的丝材之一 —— 价格低、易打印且尺寸精度高,因此常用于早期原型制作。
在本案例中,我们更进一步,探究:
能否在保持零件质量、强度和尺寸精度的前提下,让 PLA 打印更快?
¶ 🔍 我们测试了什么?
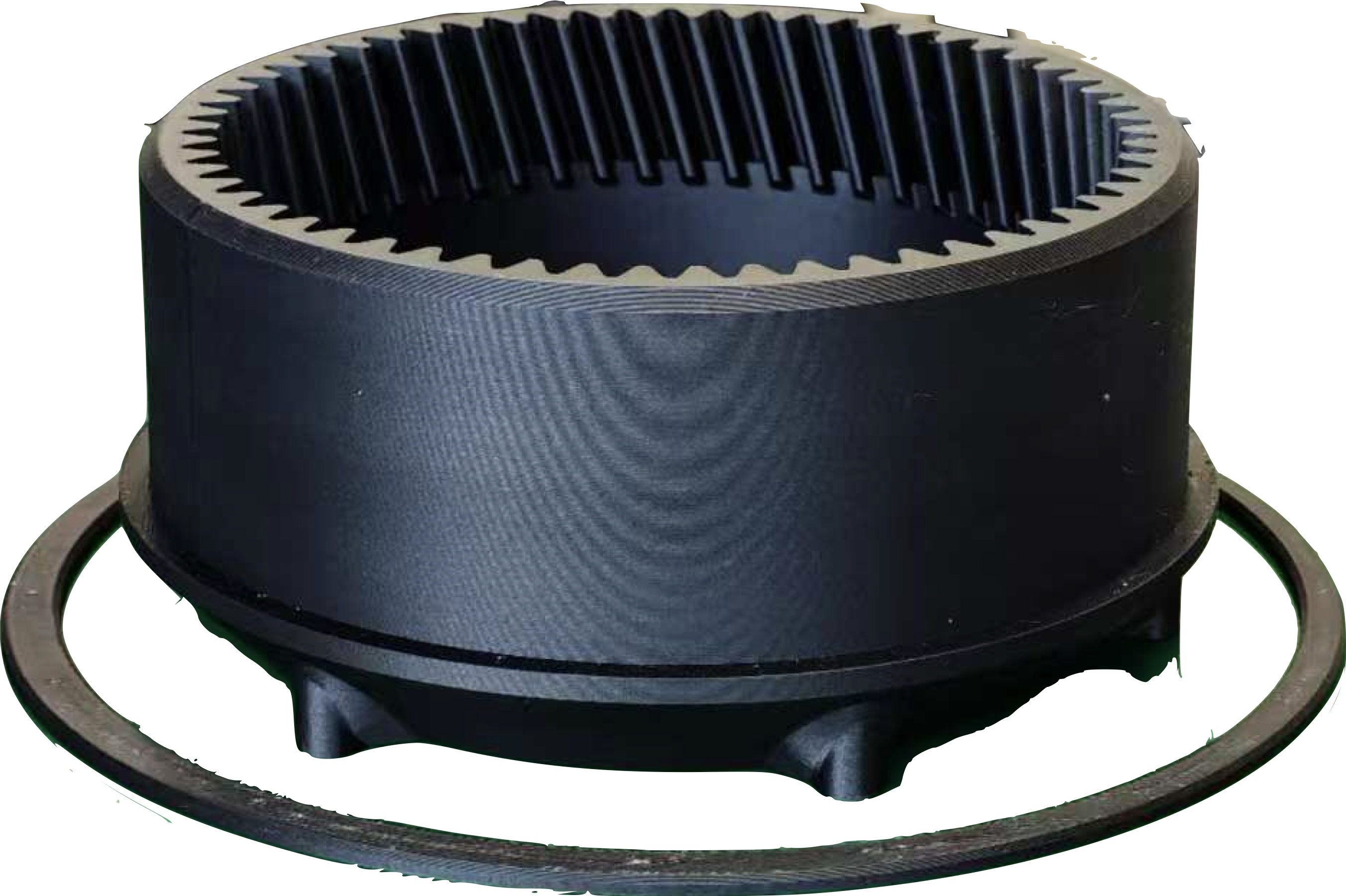
我们打印了一个功能性齿轮箱原型,采用两种方案:
- 🧵 Bambu Lab 的 PLA 默认设置
- 🐉 Dragon 优化后的 G 代码,调整基于热性能分析结果
我们比较了:
- 🔁 打印时间(不含准备与冷却)
- 🎯 表面质量与尺寸稳定性
- 🌡️ 热质量指数(TQI)
¶ ⚙️ 为什么选这个模型?
选择齿轮箱模型是因为它:
- 🔩 结构细节丰富(包括齿轮齿与精细特征)
- 🧱 大型且复杂(15% 填充,打印时间长)
- 🧪 属于真实功能性原型,而不仅仅是装饰
PLA 对该用途非常适合:成本低、可靠且尺寸稳定。
但要在不损失质量的情况下加快速度是个挑战 —— 这正是 Dragon 发挥作用的地方。
我们使用 Bambu Lab H2D 和 Bambu Lab PLA Basic 打印了该部件。
¶ 🧪 测试方法
为了了解 Dragon 如何提升 PLA 打印速度且不影响质量,我们采用了受控的逐步测试流程:
- 🔧 切片
使用 Bambu Studio 的 PLA 默认配置文件 切片齿轮箱模型 —— 未更改速度或冷却参数。
- 📉 初始优化
在 Dragon 上优化未经修改的 G 代码,分析热行为。
即使在最大打印速度下,优化结果显示 层冷却过快 —— 导致热质量指数较低,并且未显著提升层间粘合强度。
- 🌀 风扇调整
手动将风扇速度调为 0%,然后在 Dragon 上重新运行热优化。
此更改将热质量指数从 -1 提升至 -0.83,表明整个部件的层间粘合明显改善。
- 🖨️ 打印与测量
分别打印原始版本与优化版本,并手动计时打印时长。
打印时间从开始出料到最后一次挤出进行测量,不包括调平或清洗等准备动作。
- 🎯 表面质量对比
目视检查两种打印件,比较齿轮齿等精细细节的尺寸与锐度,确认提速并未降低分辨率或表面质量。
⚠️ 注意: Dragon 并不会自动调整风扇速度 —— 本次更改是基于优化结果手动完成的。
自动风扇速度调整功能即将推出。
¶ 📚 关键术语
¶ 🔗 粘合
粘合是指每一层与下一层的结合程度。粘合不良会导致零件脆弱。良好的粘合通常发生在新层在上一层仍有温热时熔合进去。
¶ 🔥 热(质量)指数
热(质量)指数用于衡量打印温度与理想粘合温度的接近程度。
热(质量)指数范围为 -1 到 +1,其中:
0= 完美粘合温度< 0= 太冷,粘合差> 0= 太热,可能变形或下垂
💡 注意:热质量指数(TQI)越高,层间粘合越好,打印件的抗拉强度也越高。
¶ 🧪 抗拉强度(MPa)
指部件被拉伸到断裂时的强度。MPa 越高 = 零件越强。
¶ 🕓 打印时间
打印机完成任务所需的总时间。通常越快越好 —— 前提是不影响质量。
¶ ✅ 结果总结
| 指标 | 默认设置 | Dragon 优化后 |
|---|---|---|
| 打印时间 | 6小时36分钟 | 6小时0分钟(-9%) |
| 表面质量 | 良好 | 良好(保持) |
| 热质量指数(TQI) | -1 | -0.83(提升17%) |
Dragon 通过智能地将安全打印速度推至上限,同时在悬垂与拐角等几何敏感区域保持原有(较慢)速度,实现了提速且不牺牲细节。
这意味着在质量关键区域保持受控条件的同时,整体获得了更快的打印速度。
🧠 Dragon 的优化同时提升了速度与热性能 —— 双赢。
¶ 📊 改进可视化
¶ 速度与打印时间
¶ 优化前
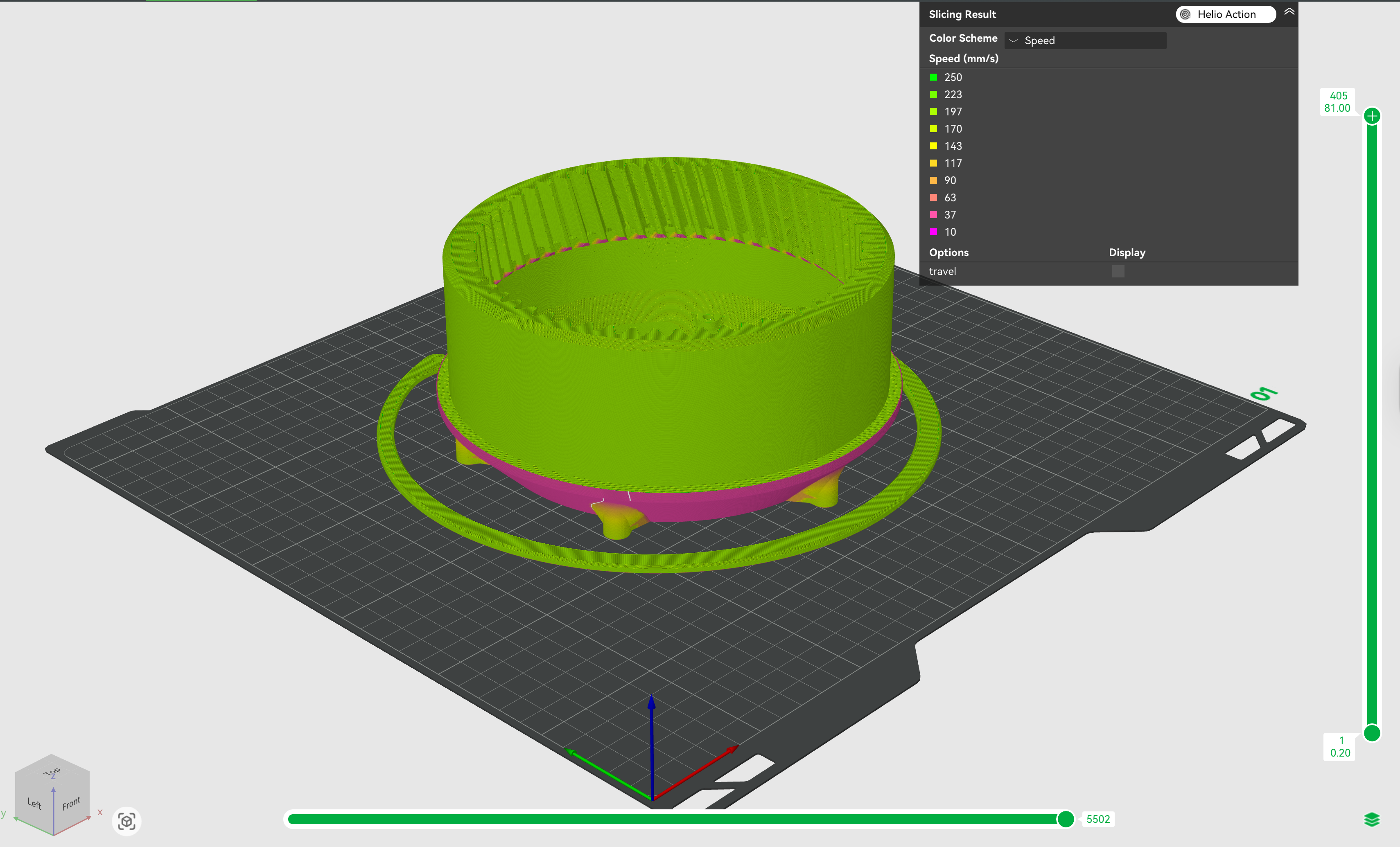
¶ 优化后
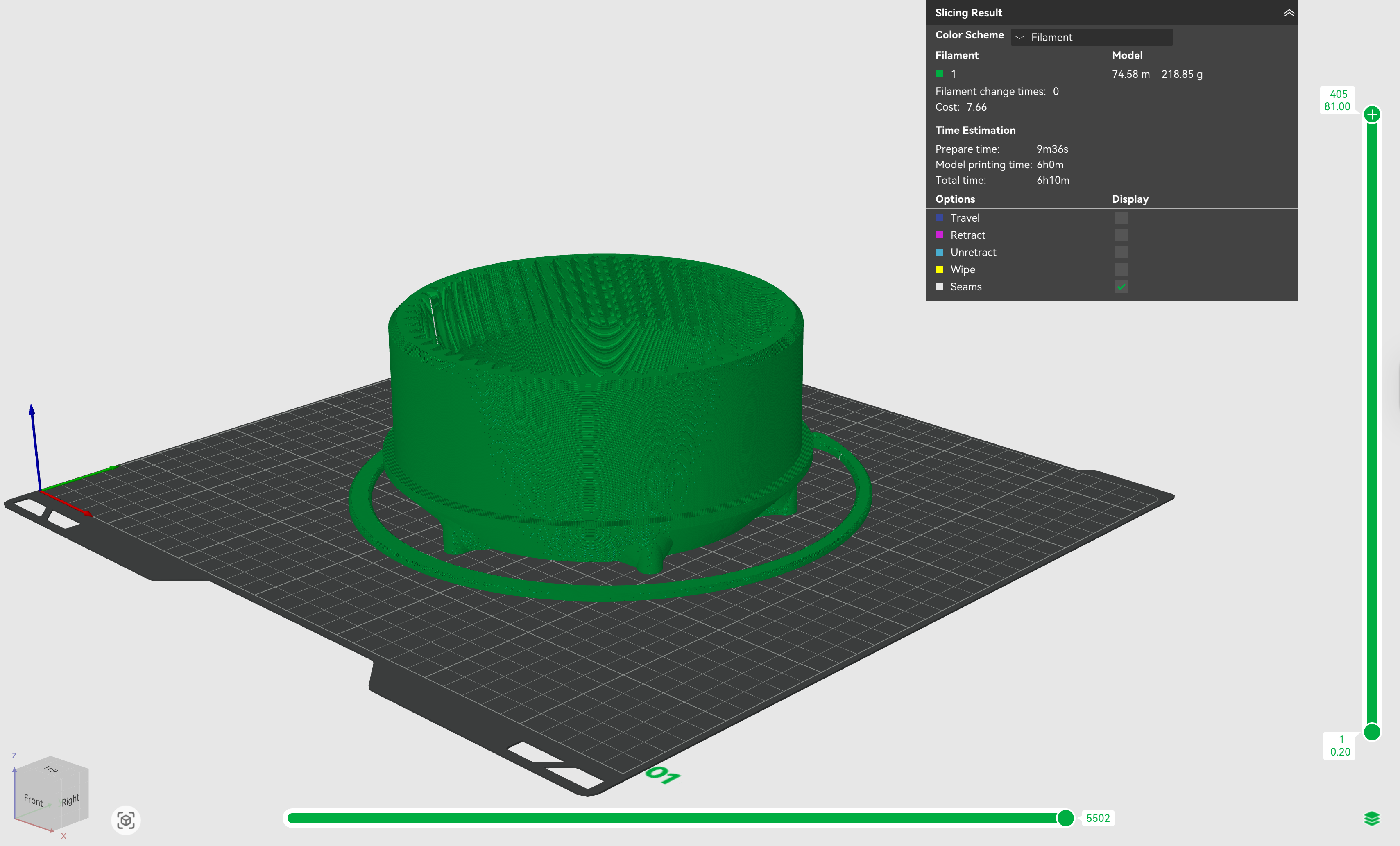
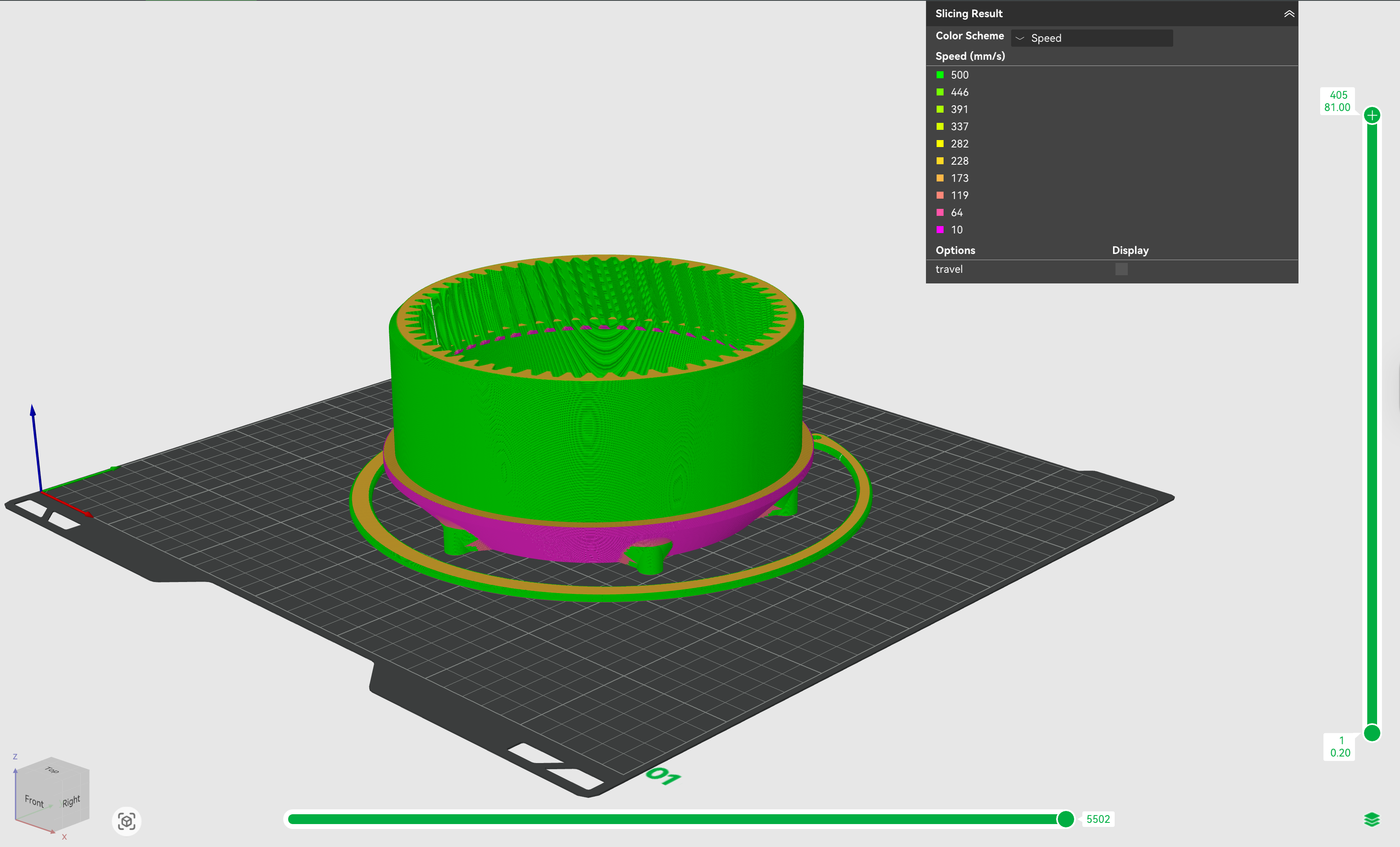
🧠 注意: Dragon 会在悬垂等敏感特征区域保持较慢速度,同时在不关键区域(如垂直墙面)安全提速。
这样既能加快打印,又不牺牲细节或质量。
¶ 热质量指数
¶ 🔄 风扇开启前
首次优化时,热质量指数(TQI)没有改善 —— 部件依旧过冷,粘合不佳。
这表明如果风扇继续开启,即使优化 G 代码,打印质量依然受限。
于是,我们关闭风扇并在 Dragon 中重新运行优化。
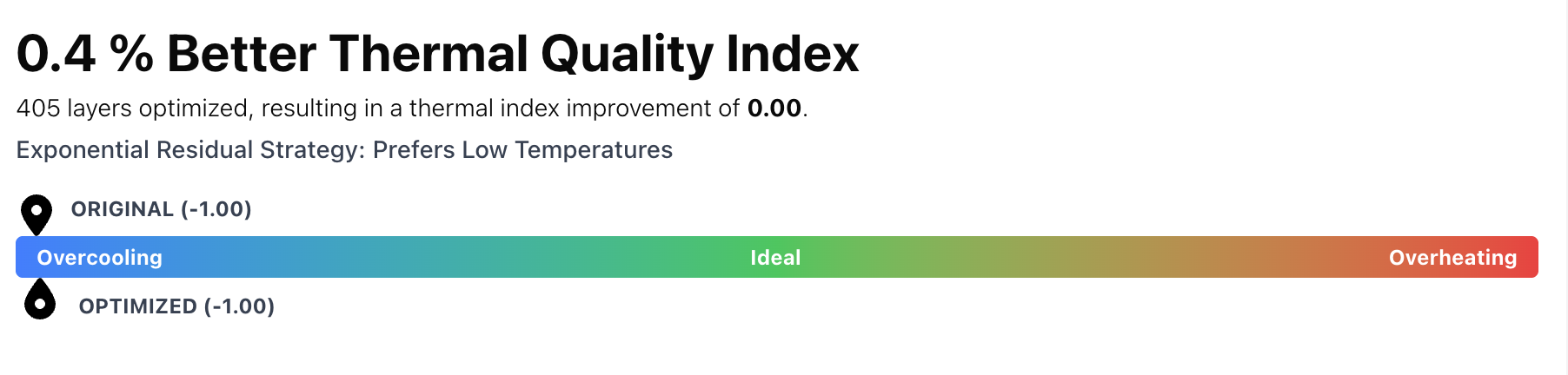
¶ ✅ 关闭风扇后(基于优化分析的决策)
关闭风扇并重新优化后,热质量指数(TQI)提升至 -0.83,表明层间粘合更强,部件强度提高。
¶ 
¶ 🧊 为什么这种结果适合 PLA
PLA 对稍低于理想温度的打印较为宽容。即使热质量指数略低,我们依然获得了良好的粘合与表面质量。
不像 PC 或 ABS,PLA 在轻微冷却不足时通常不会翘曲或开裂。
¶ 💡 这说明了什么?
-
更快并不意味着更差
Dragon 让我们在不影响细节和尺寸精度的前提下,缩短了 1 小时以上的打印时间。 -
更好的热粘合 = 更好的性能
TQI 提升意味着即使在更高速度下,层间粘合依旧增强。 -
无需反复试错调参
Dragon 的仿真直接揭示了速度对粘合的影响,让我们可以有针对性地调整。
¶ 🧠 总结
如果你在用 PLA 打印原型,Dragon 可以帮你:
- ⚡ 提高打印速度而不损失细节
- 🧪 通过热控制增强粘合强度
- 🔁 让原型更稳定、更一致
- 📉 缩短打印时间 —— 对批量生产或迭代设计尤为有用
更快的原型制作 = 更快的迭代 = 更快的产品开发。
当你每周要打印 3–5 次修订时,节省 ~10% 的时间意义重大。
想在不丢失质量的情况下加快 PLA 工作流程?
预约 Dragon 演示 →