¶ 丝材材料库:更快、更强、更少翘曲
Helio 当前支持 28 种常用的 FDM 材料,可以进行模拟和优化,以提升打印效果——让打印 更快、更坚固,并且更不易翘曲。我们会不断增加新的材料。完整的兼容性信息请参阅 支持的材料列表。
我们的内部验证测试表明,Helio能持续改进零件质量和材料性能,且改进效果可量化。。
尽管改进效果会因零件的几何形状、尺寸和打印设置而异,但 Bambu Studio 和 Orca Slicer 所支持的大多数材料经 Helio 优化后,均明显改进了打印效果——包括打印时间缩短、层间结合力增强以及尺寸稳定性改善。
¶ ⚙️ 什么是 Dragon?
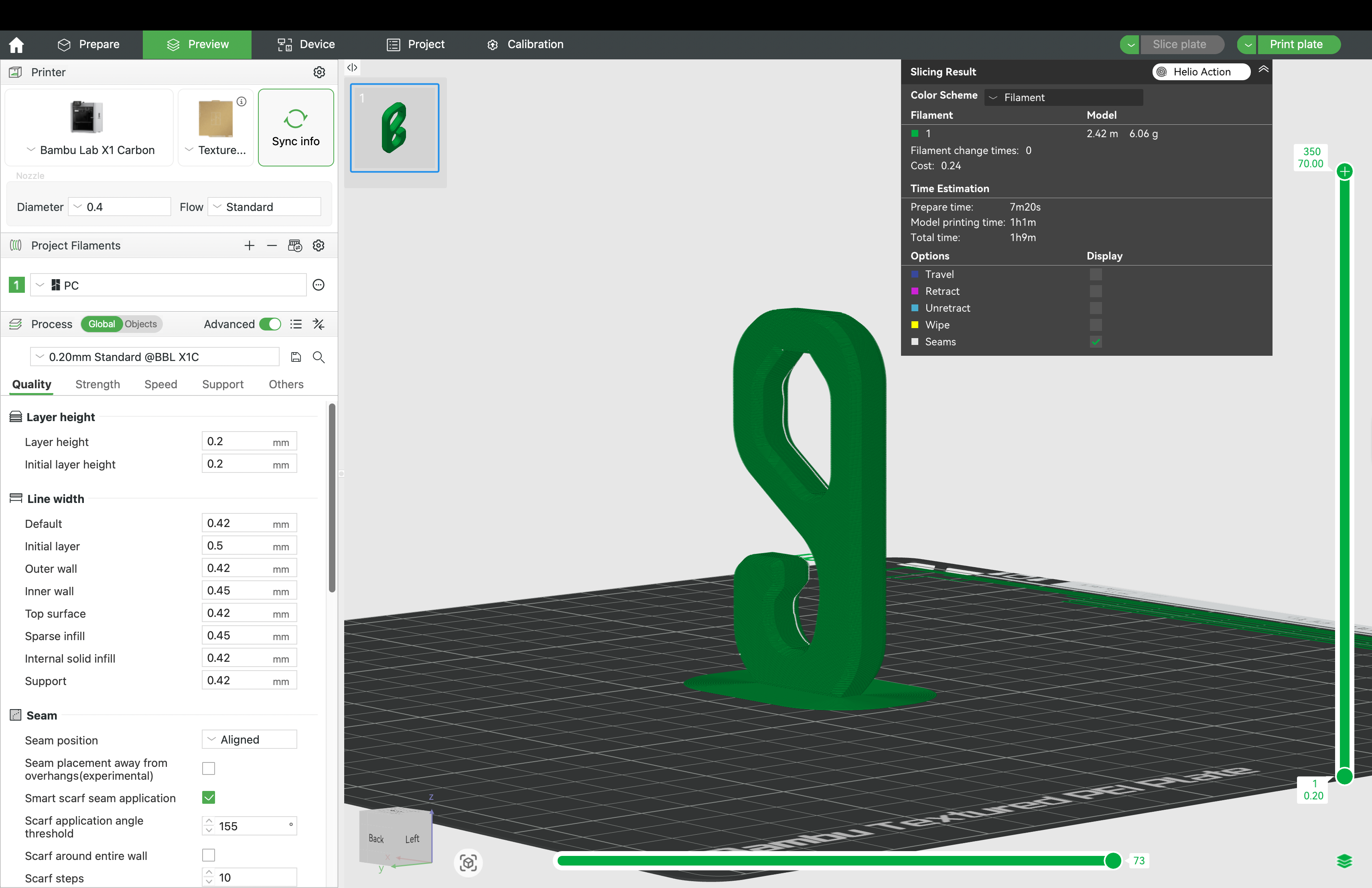
Dragon 是 Helio Additive 的一款产品,用于在打印前仿真和优化您的 G-code。
它帮助您:
- 分层调整打印速度,提高结合强度,减少热应力
- 分析温度对打印质量的影响
- 在不牺牲强度的前提下,找到最快的打印路径
🧠 Dragon并非盲目优化——其基于物理的仿真引擎可实时预测零件加热与冷却过程。
¶ 🧪 测试方法说明
我们结合仿真、手动测量和实物测试,系统评估样件的打印速度、翘曲和机械强度。
¶ 🔄 翘曲与打印时间
为了评估尺寸稳定性和打印时间的改进,我们使用了来自 Brainprint 的标准化翘曲测试件(使用CC-BY-SA授权)。
该测试件专门设计用于评估 90° 竖直墙面 和 45° 悬垂 两种极端情况下的翘曲行为,且包含三种不同厚度。
测试件由三组厚度相等的两根臂组成:
- 一根臂末端为90°竖直墙面(无悬垂)
- 另一根臂末端为45°悬垂,用于测试无翘曲和无垂坠的打印成功率
上述设计方便我们直接观察和测量不同几何条件下的翘曲表现。

每个测试件均采用:
- Bambu 默认切片设置
- Dragon 优化 G-code (热仿真后)
翘曲测量方法:
- 目视检查并测量零件六个对应点的竖直提升量 (毫米)
- 计算每点翘曲的百分比差异 (原始 vs 优化)
- 六个点数值的平均值作为该样件的翘曲改进得分
打印时间则手动记录,分别统计原始和优化样件的从第一层材料沉积到最后一层完成的时间,排除准备步骤如调平和排料。
改进效果通过比较原始打印和优化打印的总时间得出。
¶ 💪 结合强度
我们使用 CNC Kitchen 设计的拉伸钩测试,评估层间结合和机械强度在实际载荷下的表现。
基准样件采用标准切片设置打印,包含3 层壁厚和30% 填充率以确保强度。
为了更好地评估 Dragon 优化后的Z向层间结合强度,所有样件均垂直打印,站立于窄端,结合面垂直于 Z 轴。
随后,我们使用 Dragon 优化这些基准样件的 G-code,提高层间结合强度并减少热应力。
原始和优化样件均通过万能测试机 (UTM) 测试承载能力,拉伸至断裂并记录最大承载力(N)。
零件两端挂在 UTM 上,拉伸至断裂,记录最大负载。
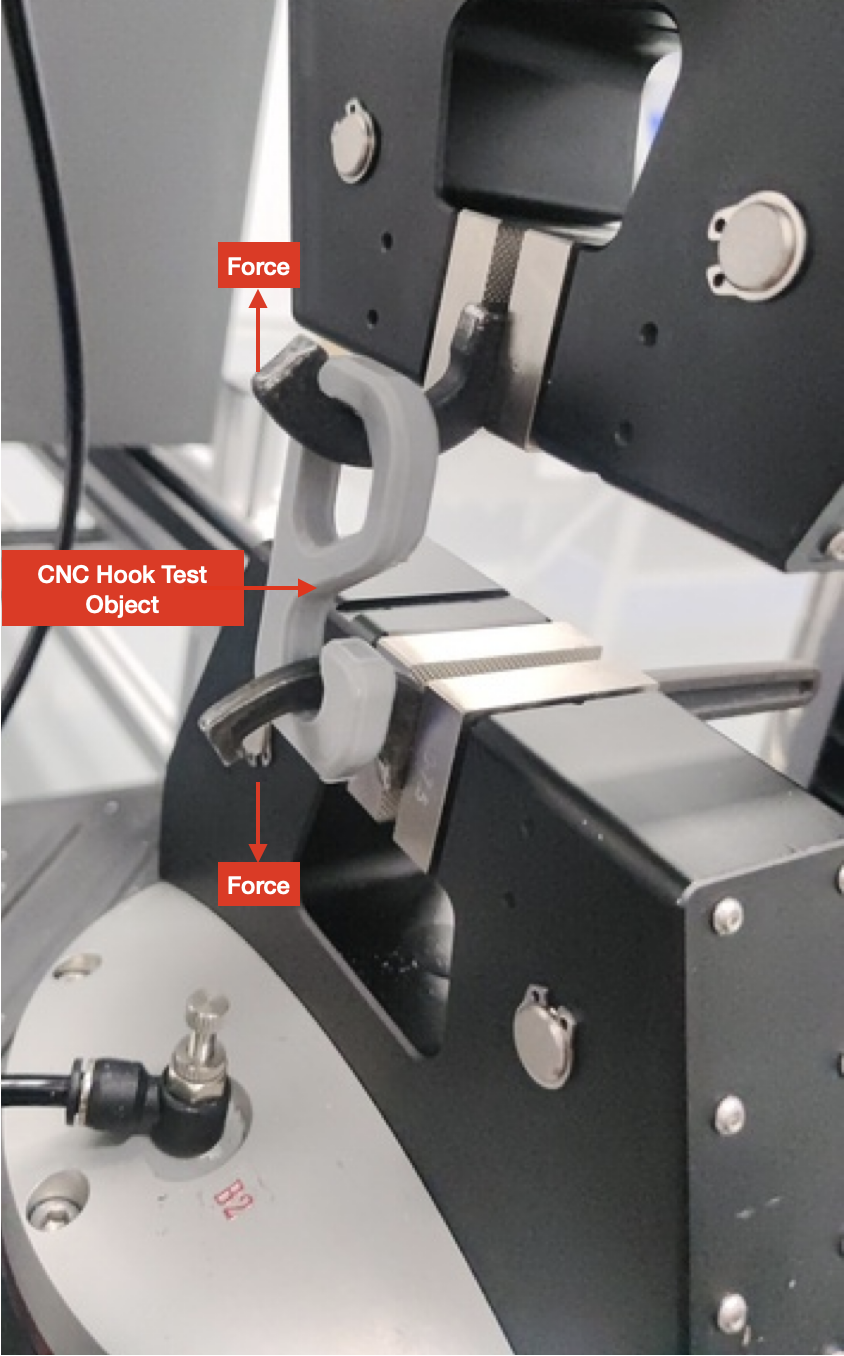
由于拉伸挂钩并非标准测试件(其横截面积无明确定义),故强度以最大承载力(N)表示,而非应力(N/m2)。
该方法真实反映了 Dragon 在提升层间结合力方面带来的实际强度提升。
⚙️ 注意: 所有测试均在使用 0.4 mm 喷嘴 的 Bambu Lab X1C 上完成。
¶ 📈 改进的标准
翘曲、打印速度和拉伸强度的改进效果定义如下:
| 改进幅度 (%) | 分类 |
|---|---|
| ≤ 10% | 低 |
| 10–20% | 中 |
| > 20% | 高 |
¶ 🧪 我们的材料测试结果
📌 说明: “无显著变化” 表示该零件初始时几乎无可见翘曲。
💡 点击图片查看大图。
¶ 🔵 Polymaker 和 Fiberon 材料
| 材料 | 打印时间提升 | 翘曲改善 | 强度提升 |
|---|---|---|---|
| 高 | 低 |
低 | |
| 高 | 中 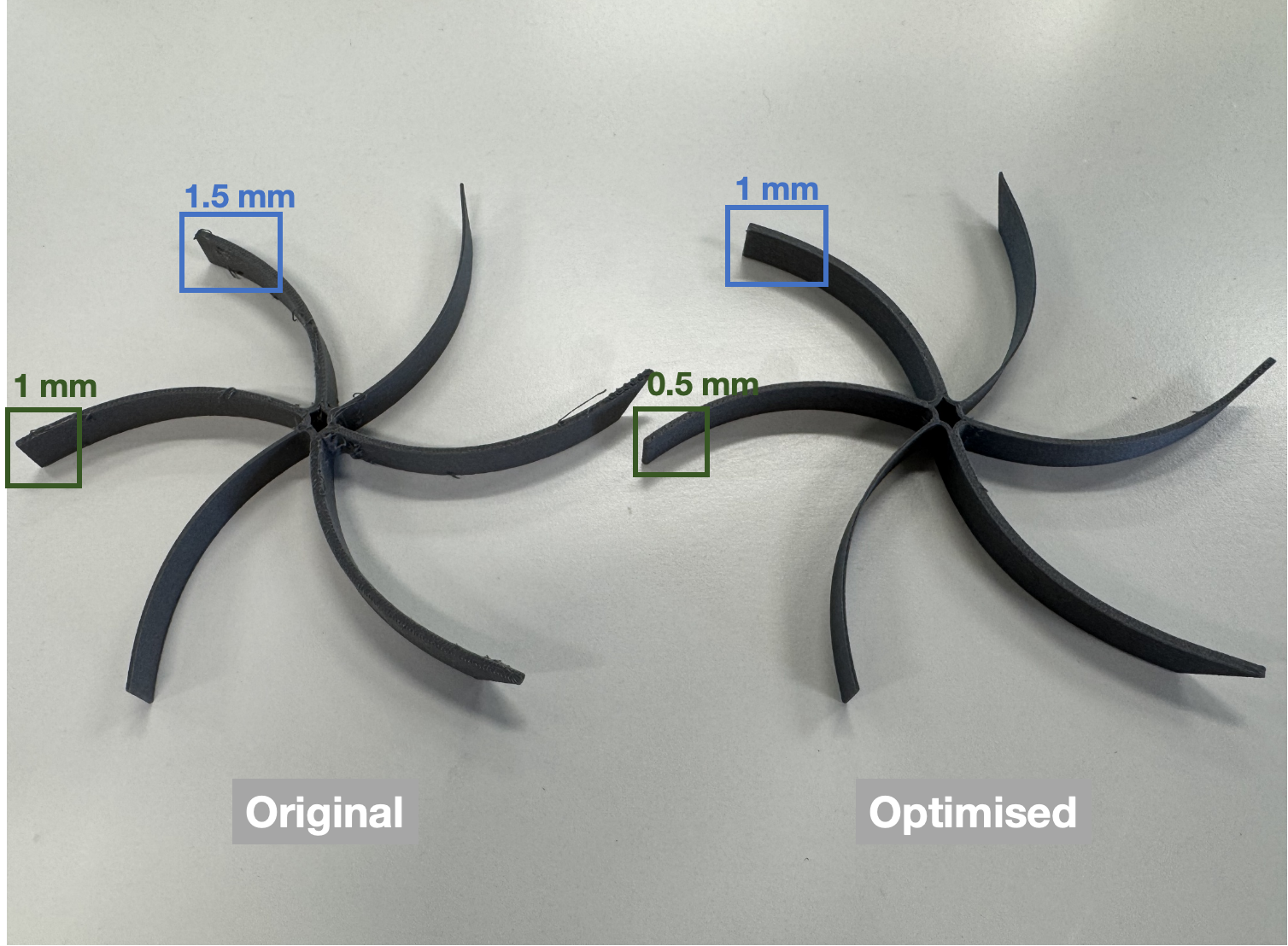 |
低 | |
| 高 | 高 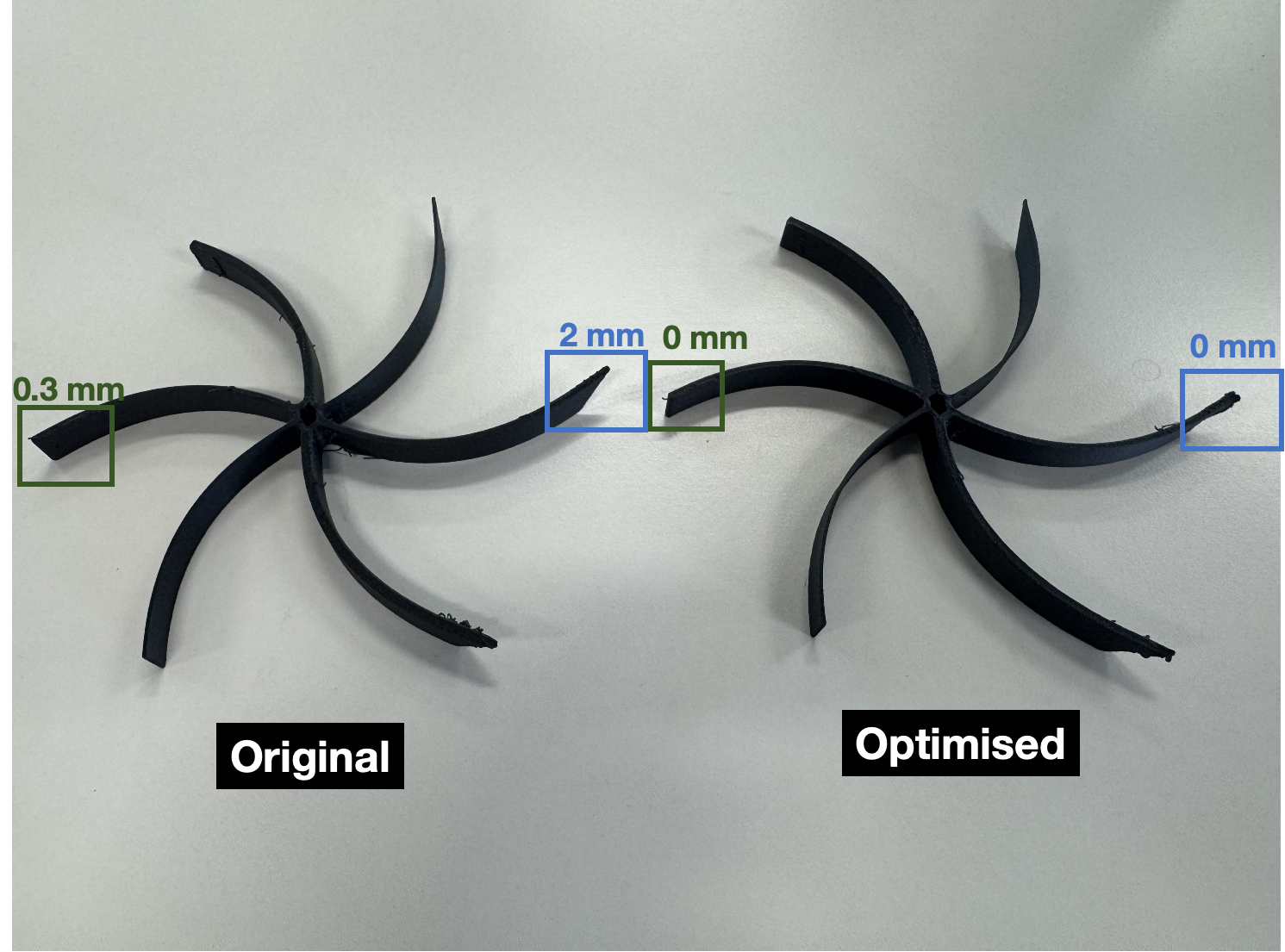 |
低 | |
| 高 | 高 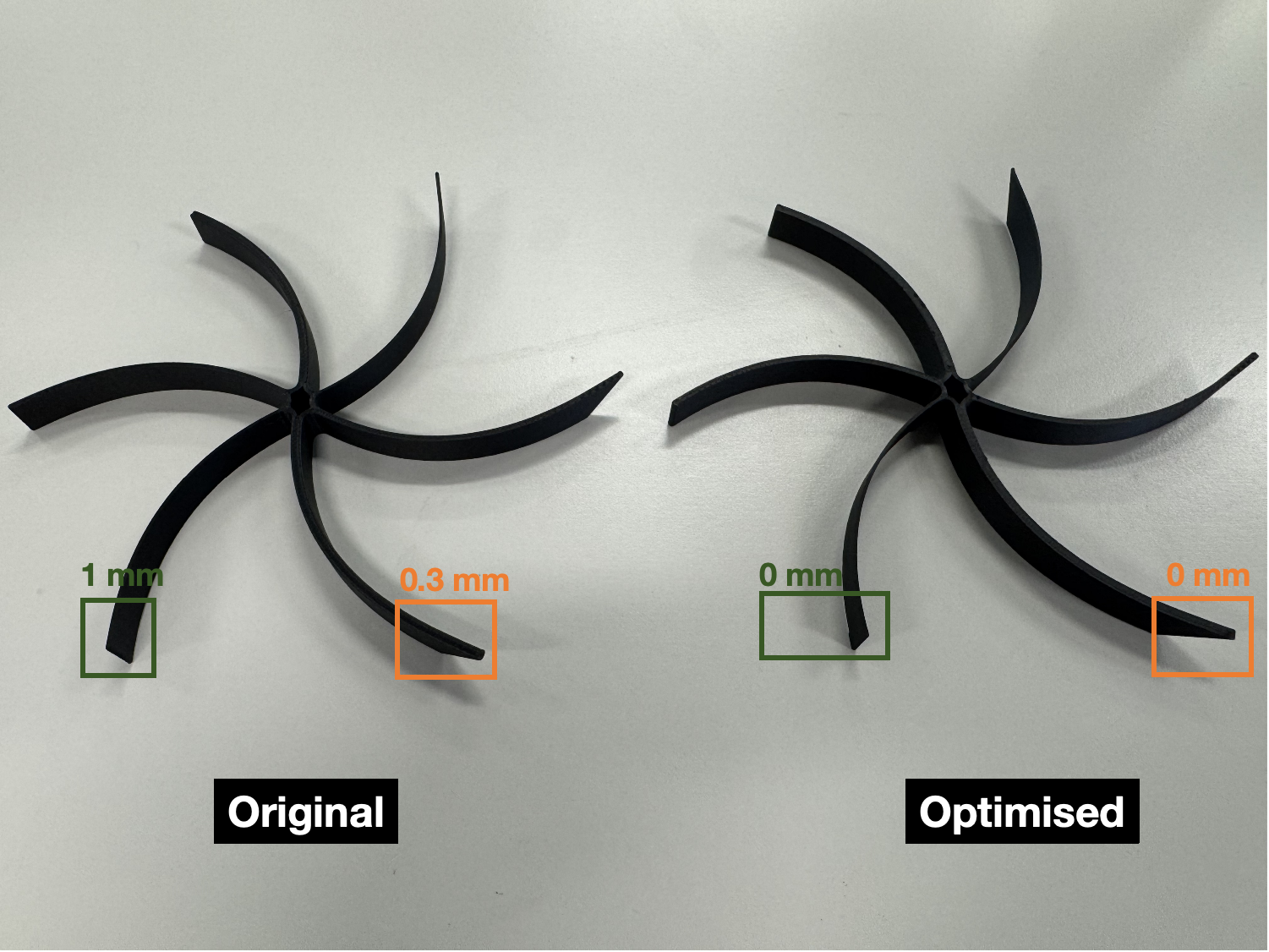 |
低 | |
| 高 | 高 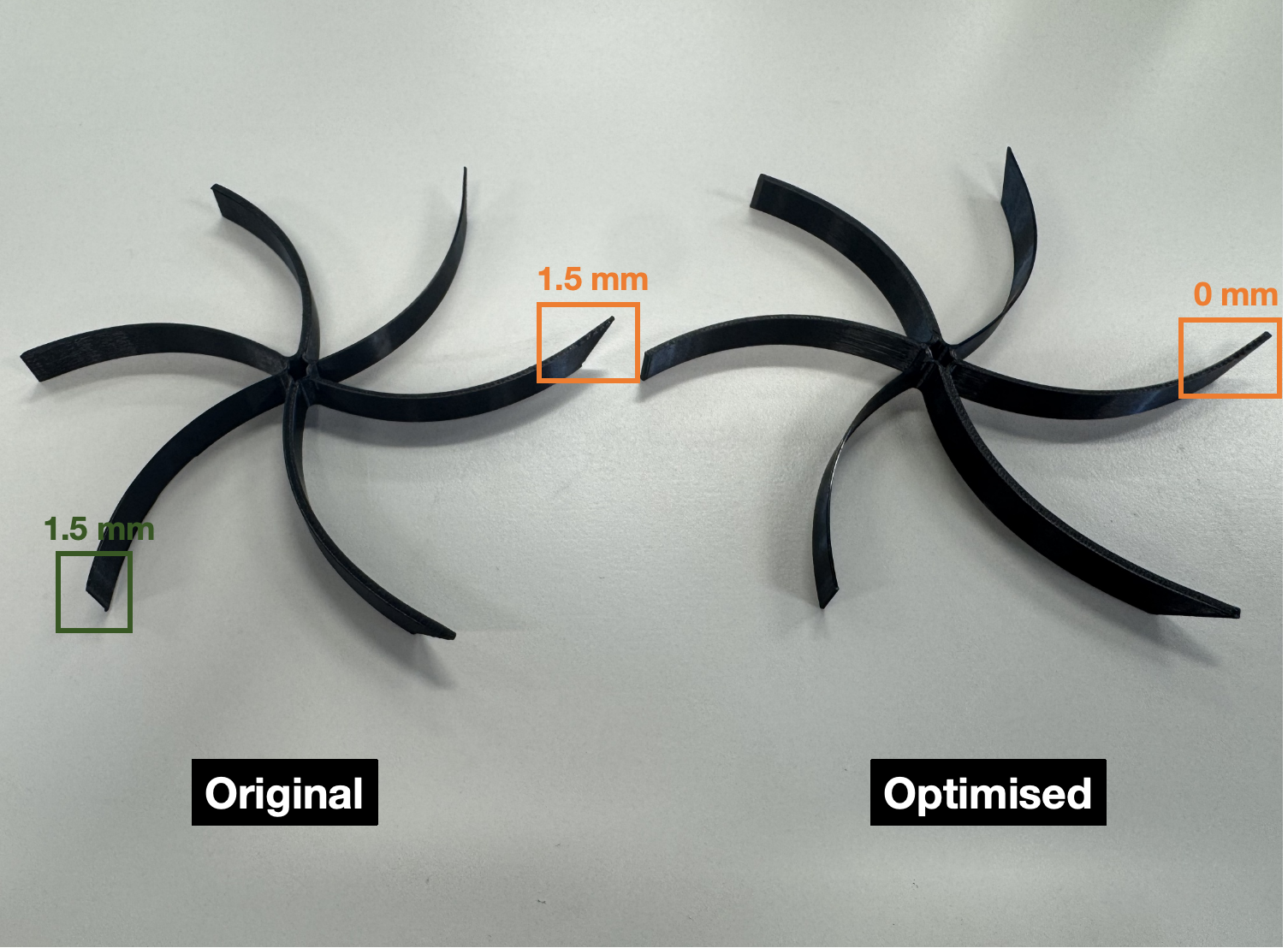 |
低 | |
| 高 | 高 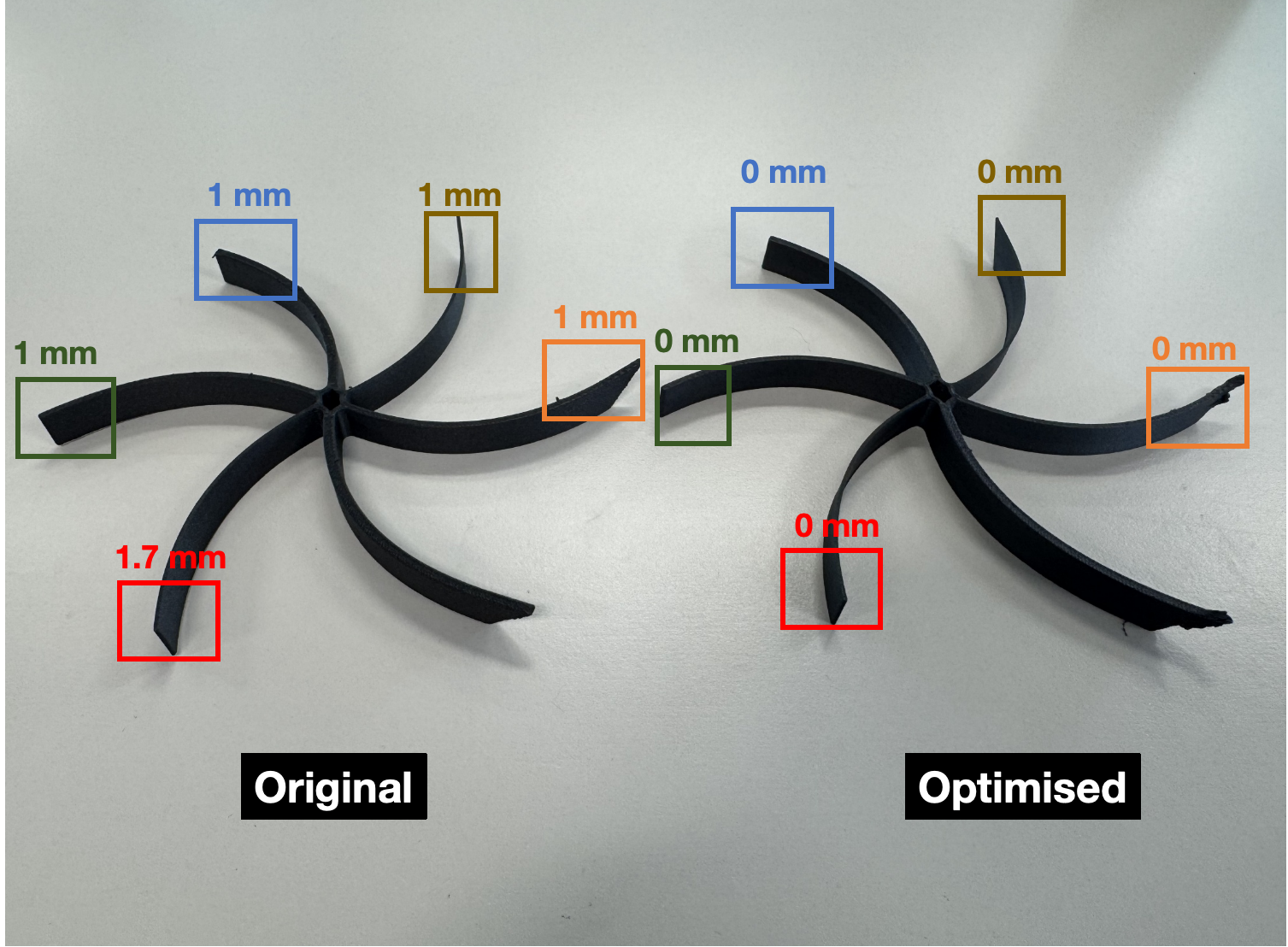 |
低 | |
| 高 | 中 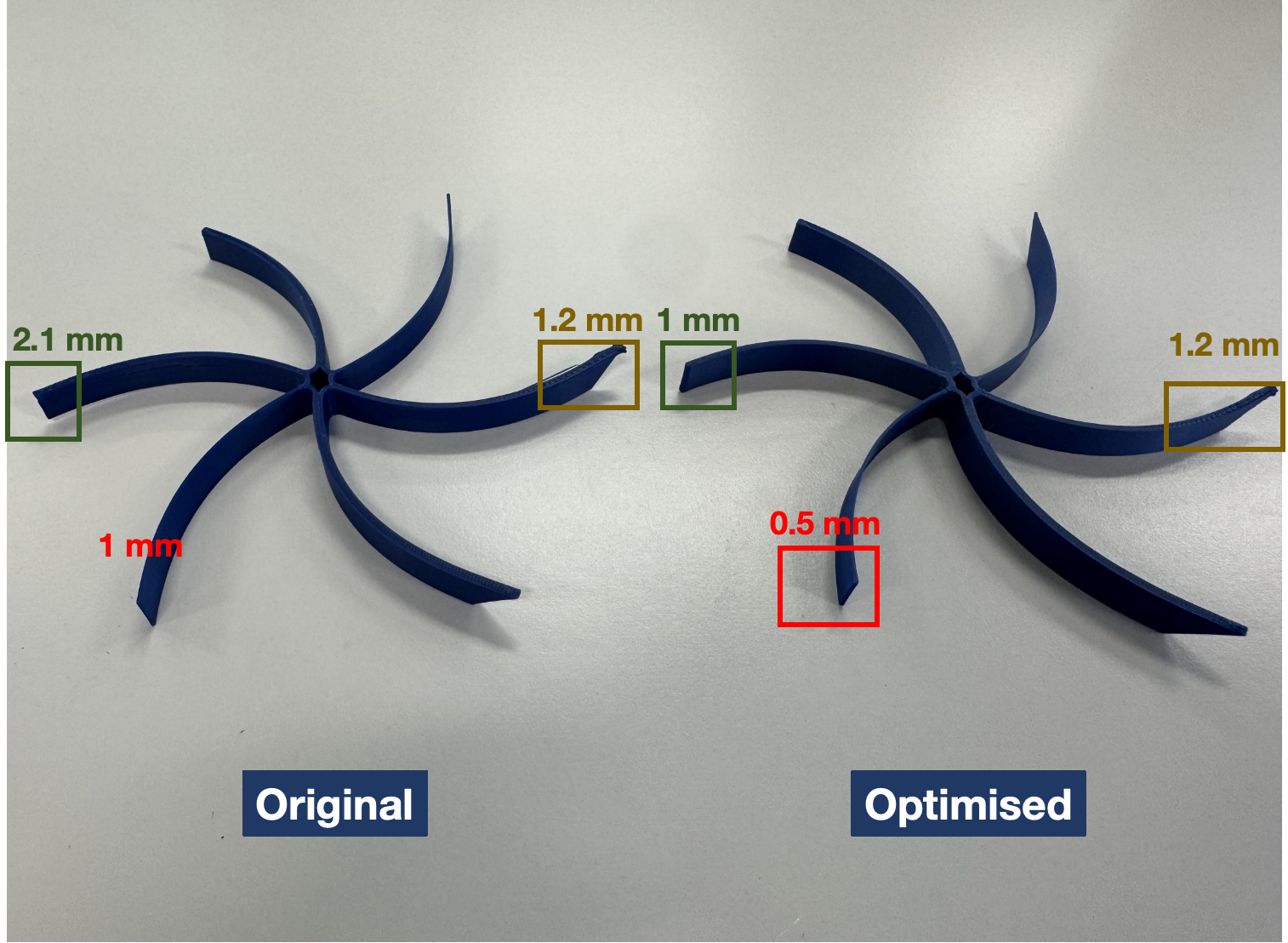 |
高 | |
| 高 | 低 |
低 | |
| 低 | 低 |
高 | |
| 低 | 低 |
高 | |
| 低 | 低 |
低 |










¶ 🟢 Bambu Lab 材料
| 材料 | 打印时间提升 | 翘曲改善 | 强度提升 |
|---|---|---|---|
| 中 | 低 |
中 | |
| 低 | 低 |
低 | |
| 中 | 中 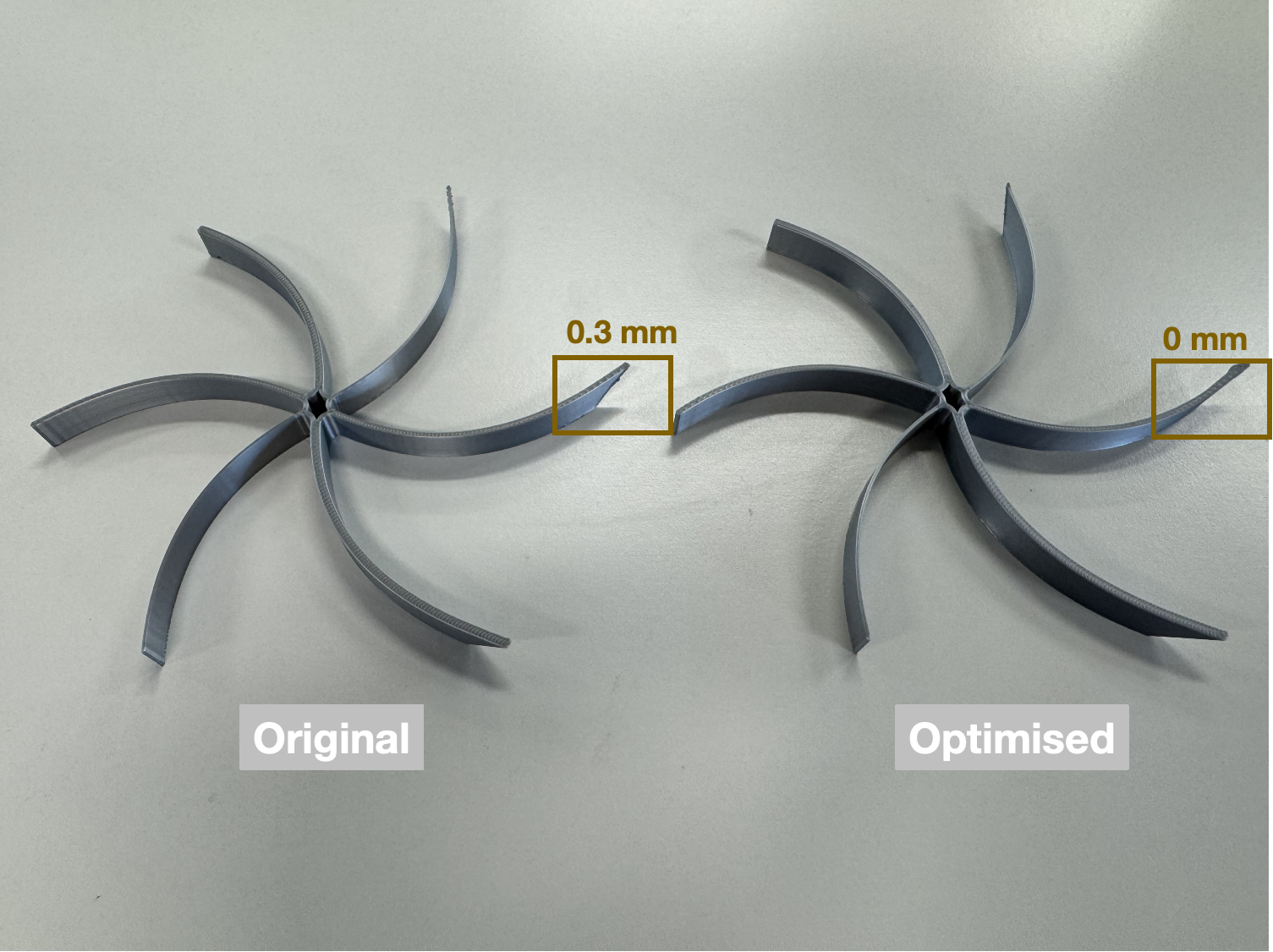 |
中 | |
| 中 | 低 |
低 | |
| 中 | 低 |
中 | |
| 高 | 低 |
低 | |
| 高 | 高 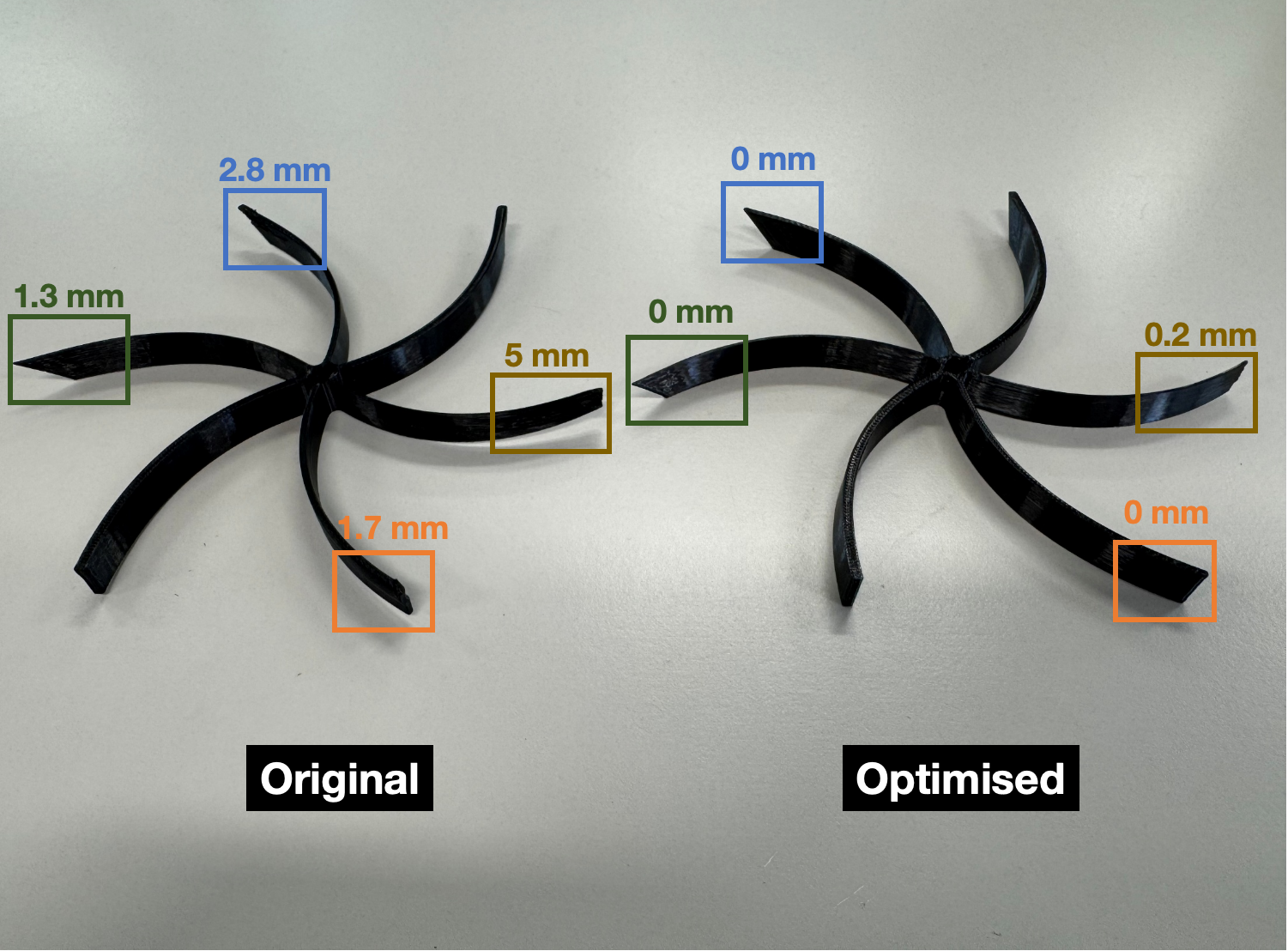 |
高 | |
| 高 | 低 |
低 |






¶ 📁 测试文件
我们提供了原始的 .3mf 文件和 Dragon 优化后的 .gcode 文件,您可以在切片软件中对比文件或在自己的打印机上复现测试。
ℹ️ 提示:为获得最佳效果,请使用 最新版本的 Bambu Studio 打开这些文件。
如需支持或具体咨询,请联系 support@helioadditive.com。