¶ 📖 用户手册:Helio 优化功能(从切片软件到控制台)
¶ ℹ️ Introduction
我们的控制面板(lfam.helioadditive.com)最初是为优化 颗粒/大尺寸 打印而开发的,因此对于FDM用户可能会显得有些复杂。
好消息是,我们即将推出与Bambu Studio的直接集成功能,这将使FDM用户的工作流程变得更加简单和高效。
在此期间,遵循本手册中的建议将帮助您通过控制面板获得可靠的结果。
我们将介绍如何:
- 在切片软件中进行预处理
- 将G代码上传至控制台
- 配置Helio优化器(含原理说明)
- 以及查看和下载结果
¶ 🖥️ 切片软件操作指南(导出G代码前请完成以下设置)
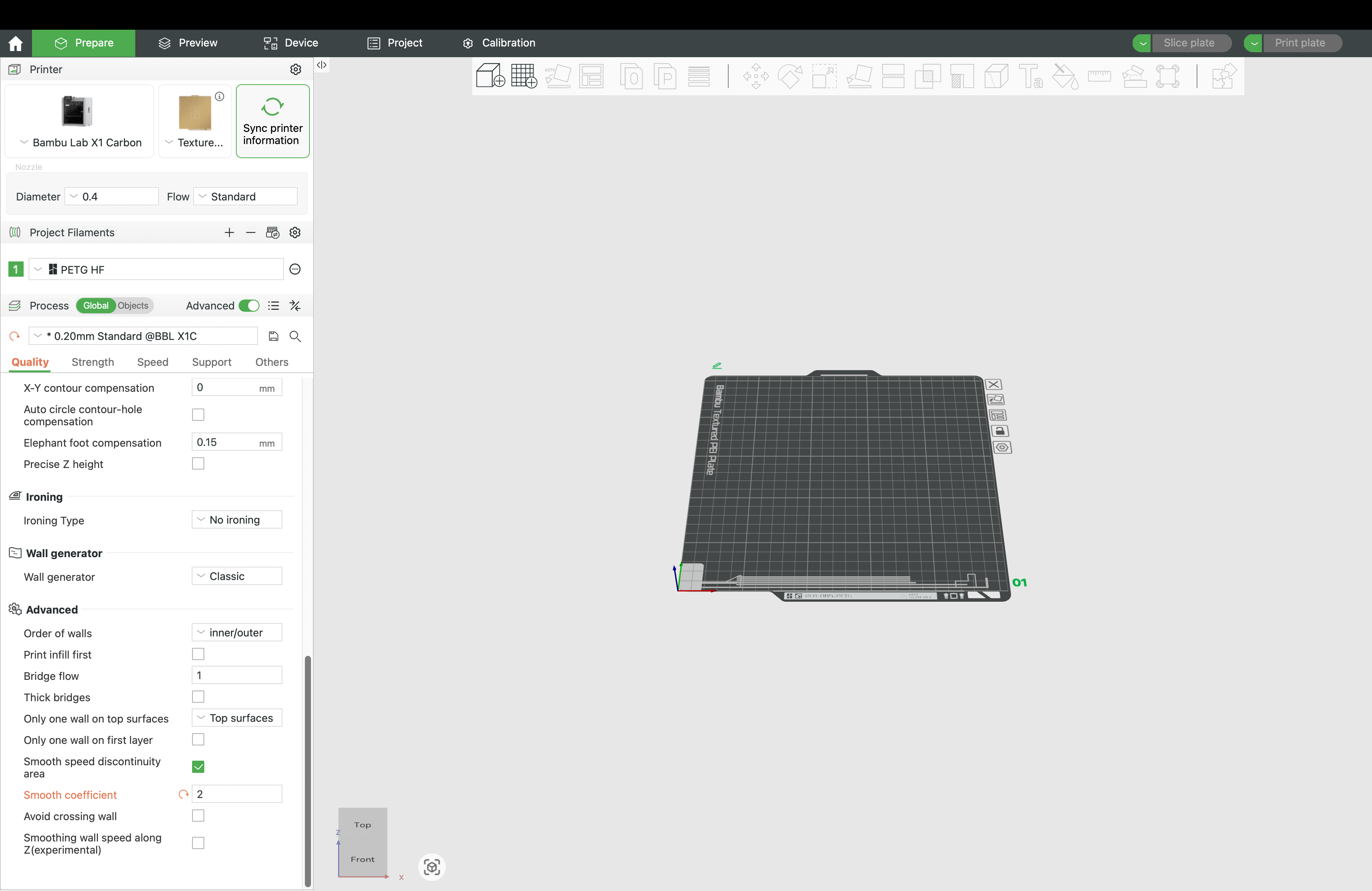
1. 设置平滑系数= 0.2
(Quality → Advanced → Smooth coefficient)
较低的数值可使Helio提速时的速度变化更平缓。
原因:Helio 通常会提高打印速度以缩短分层时间并保持层间温度。平滑的速度过渡可减少急停/加速度峰值和振纹现象,同时为优化器提供更大调控空间,避免产生打印瑕疵。

2. 桥接与悬垂结构请保持默认设置
Helio 不重新调整这些设置。请保留切片器的默认值或您已知运行良好的设置。
原因:桥梁/悬垂结构属于临界情况,提速可能导致特征结构坍塌。保留经实践验证的设置后,Helio可在确保这些敏感区域安全的前提下,放心优化全局打印时序。
3. 切片 → 导出 G-code
¶ 🧪 材料专用快速入门指南
低玻璃化转变温度 (Tg) 的材料 (PLA, PETG)
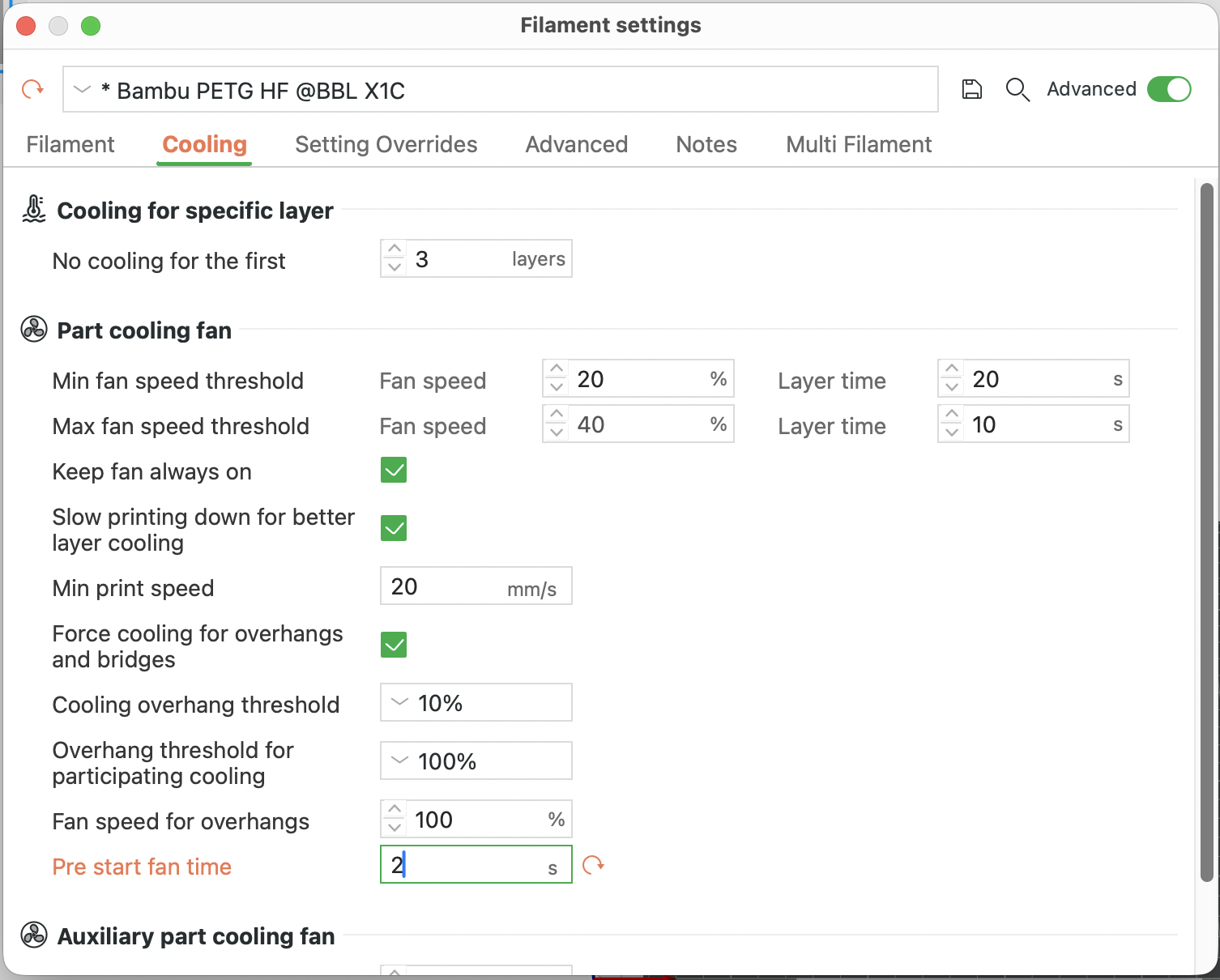
1. Filament → Cooling → Pre-start fan time = 2 s
确保在打印精细区域前风扇已启动运转。
原因: Helio 可能提升打印速度从而减少驻留时间。预先启动风扇可避免转速响应延迟,防止因散热不足导致微小特征软化或锐角变圆。
2. 保留所有其他默认设置(如风扇配置文件)
原因: 您的切片配置文件已经过优化,可防止PLA/PETG材料在微小特征上变形。Helio 仅专注于时序优化,不会修改风扇曲线。
3. 切片 → 导出 G-code

高玻璃化转变温度 (Tg) 的材料 (PC, ABS/ASA, PA)
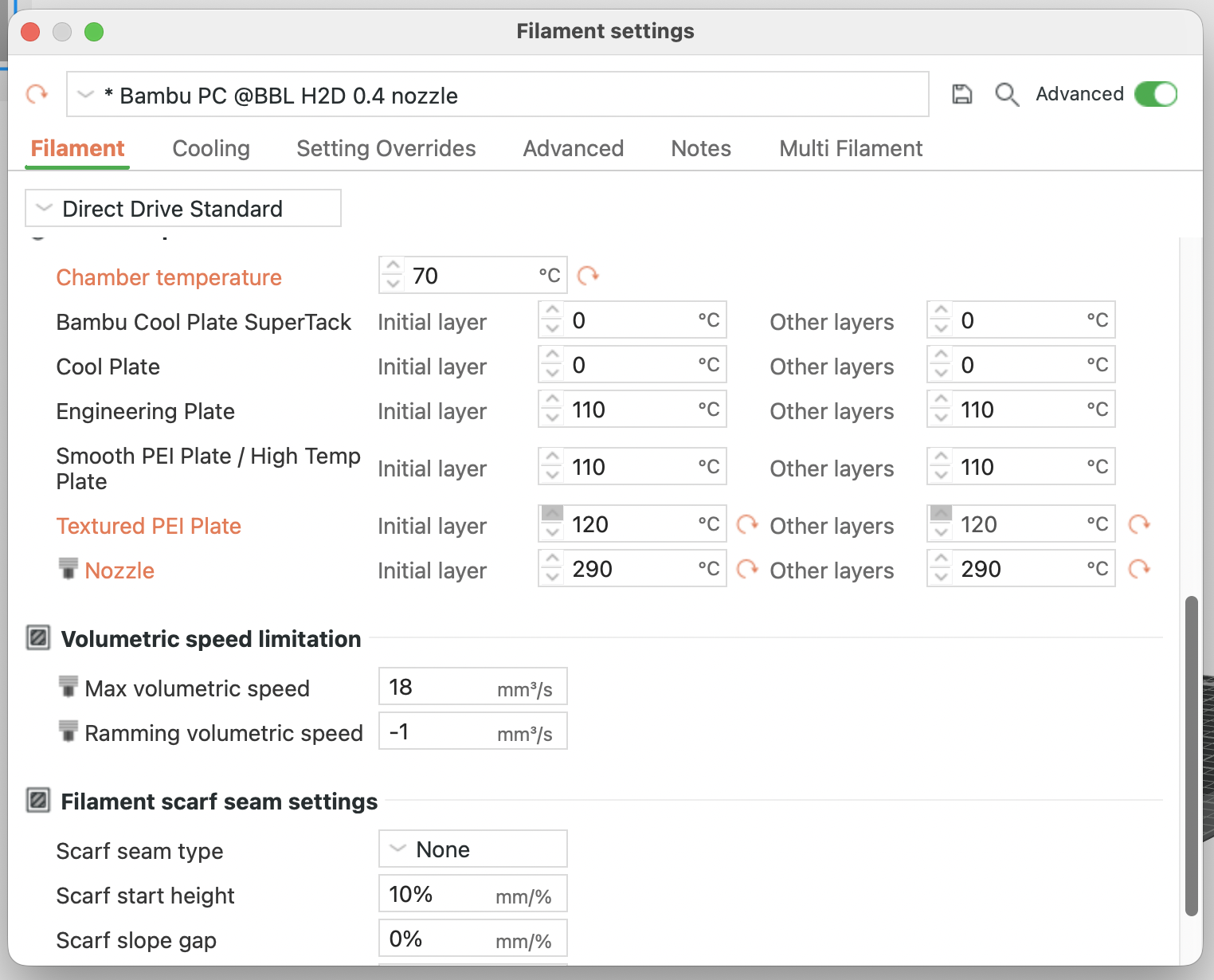
1. 热床温度 = 推荐的最大值
2. 腔室温度 = 最大值 (如果支持的话)
3. 喷嘴温度 = 推荐的最大值 (或根据温度测试结果设定)
原因:较高的基准温度可扩大粘合窗口并减少热梯度→从而降低残余应力/翘曲风险。Helio 负责调控速度/分层时间,而热环境需由您自行设定。
4. 切片 → 导出 G-code
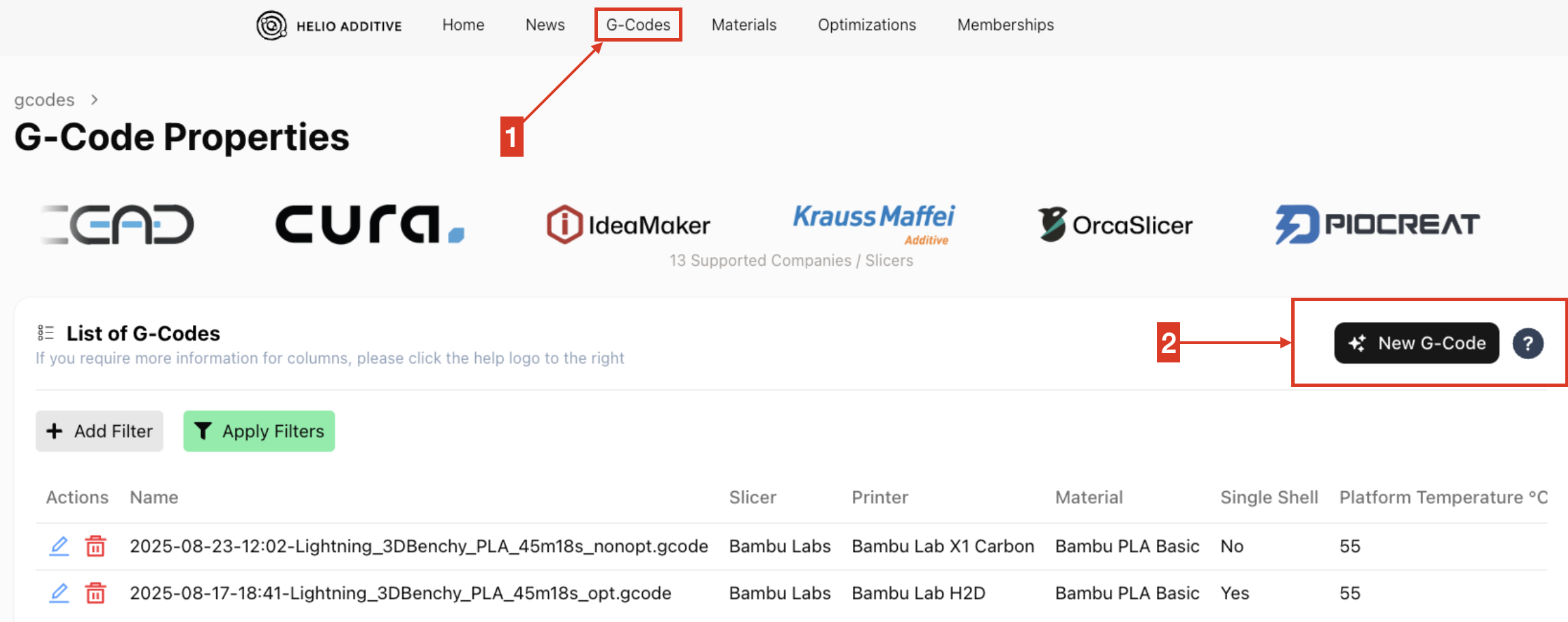
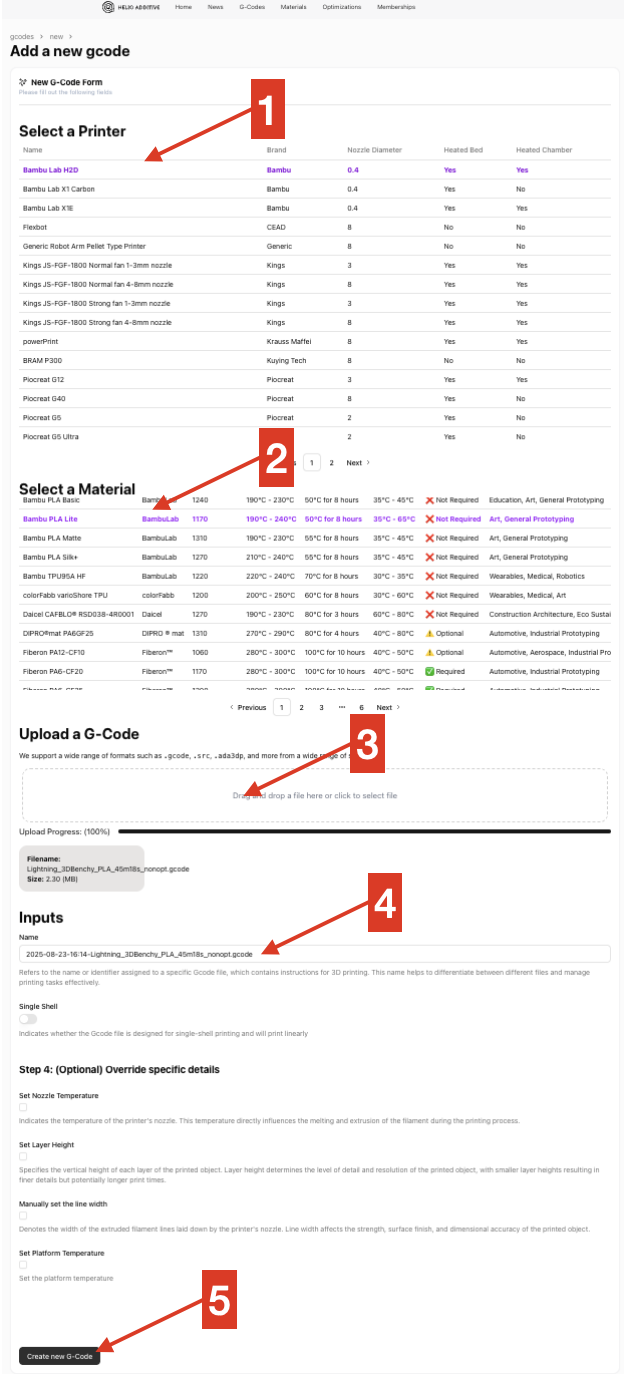
¶ 📤 上传 G-code (控制台)
|
|
无需调整其他参数 – 所有其他参数均从 G-code 中自动读取。 |
|
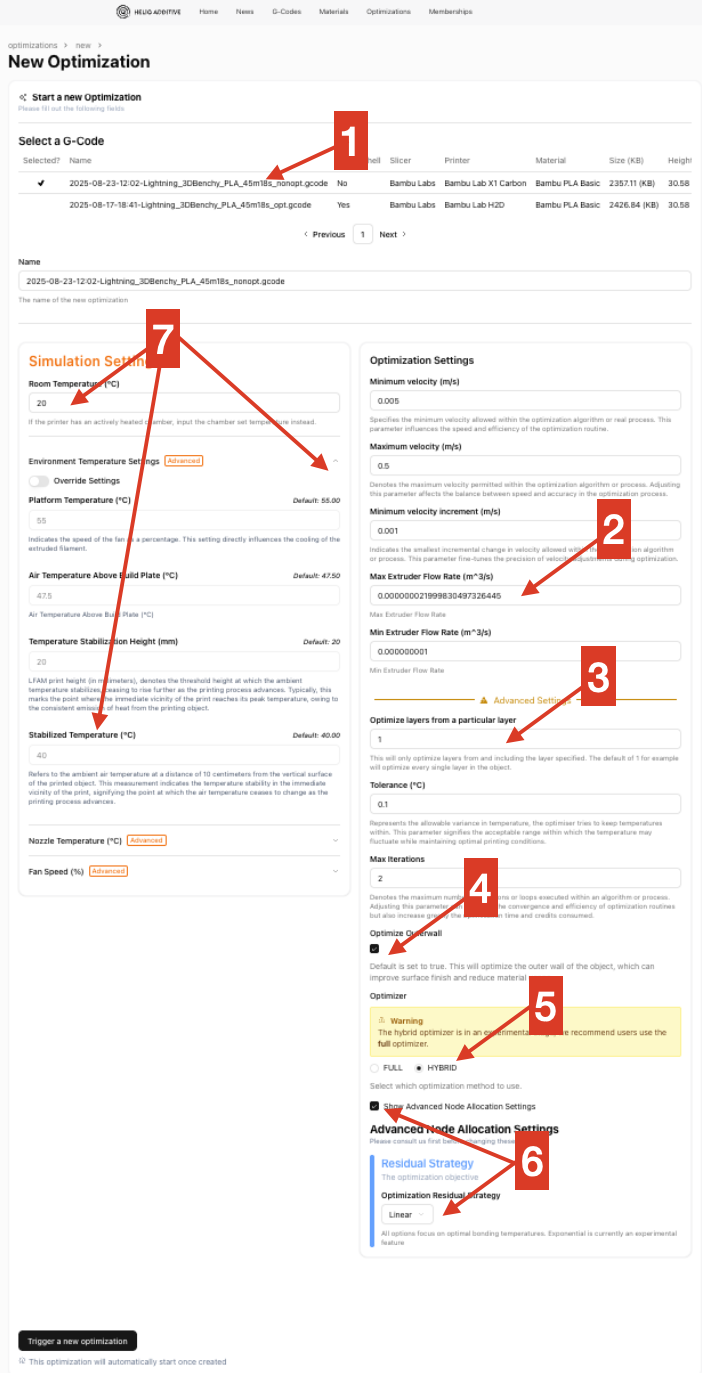
¶ ⚙️ 新建优化 (控制台设置)
¶ 1. 选择 G-Code请选择需要优化的文件(通常选取刚导出并上传的 G-Code 文件)。 ¶ 2. 重要: 设置最大挤出流量 (m³/s)这是 Helio 允许推送线材的绝对上限速度。
¶ 🔧 如何测定实际最大流量速率
¶ 3. 从第2层开始优化从第二层开始优化。 ¶ 4. 外墙优化决定是否让 Helio 优化外壁:
¶ 5. 重要: Optimiser = Hybrid选择 Hybrid Optimiser (推荐采用 FDM/FFF)。
⚠️对于桌面级线材打印机,除非有特殊理由需使用完整版,否则应始终选择Hybrid模式。 ¶ 6. 重要: Residual Strategy = Linear均衡权衡"过热"与"过冷"导致的负面影响。 ¶ 7. 检查/覆写环境温度Helio自动读取打印腔室/热床温度。
原因: 正确的温度 = 更好的热历史预测和粘合 ¶ 8. 开始优化 点击 New Optimisation。 |
|
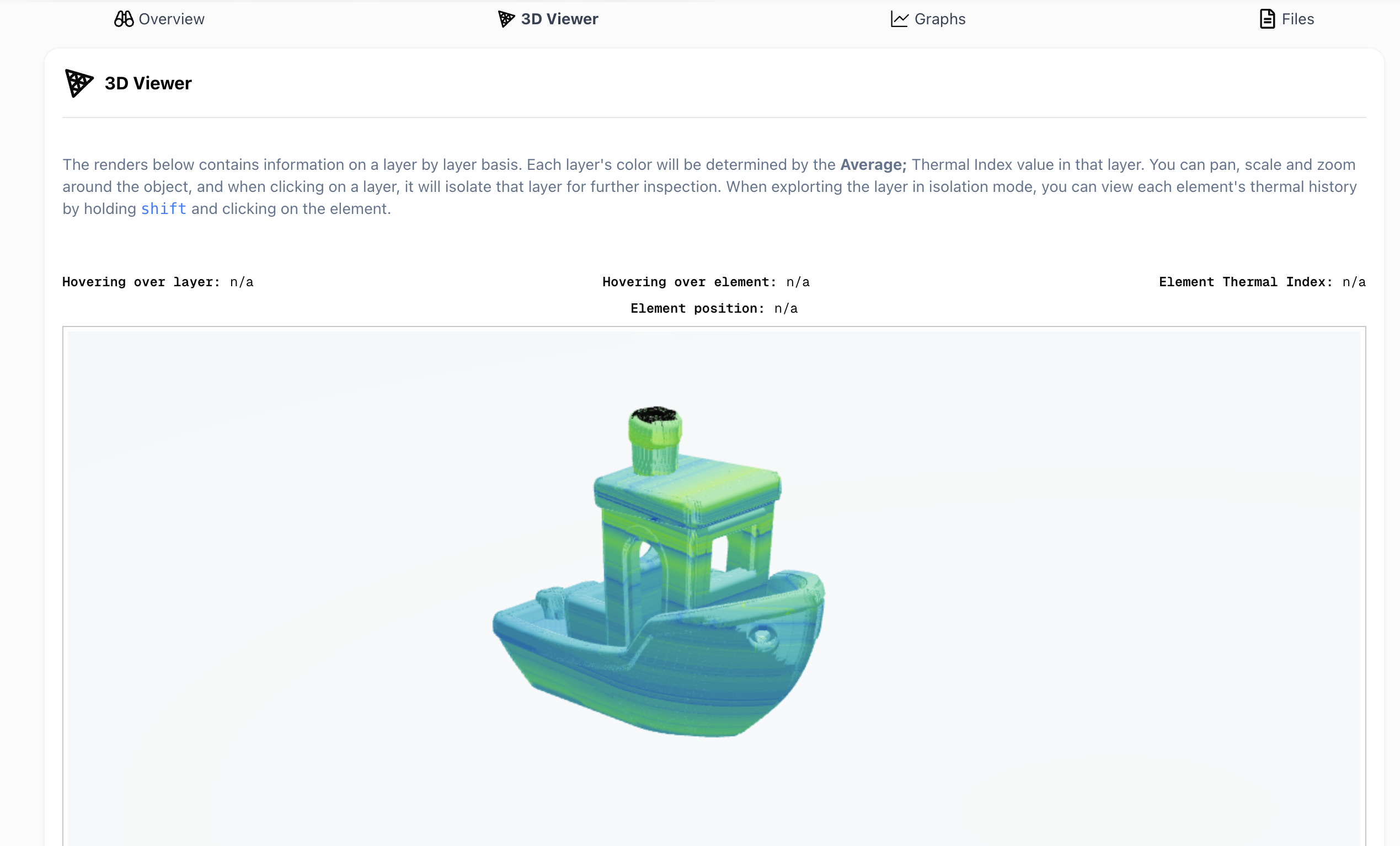
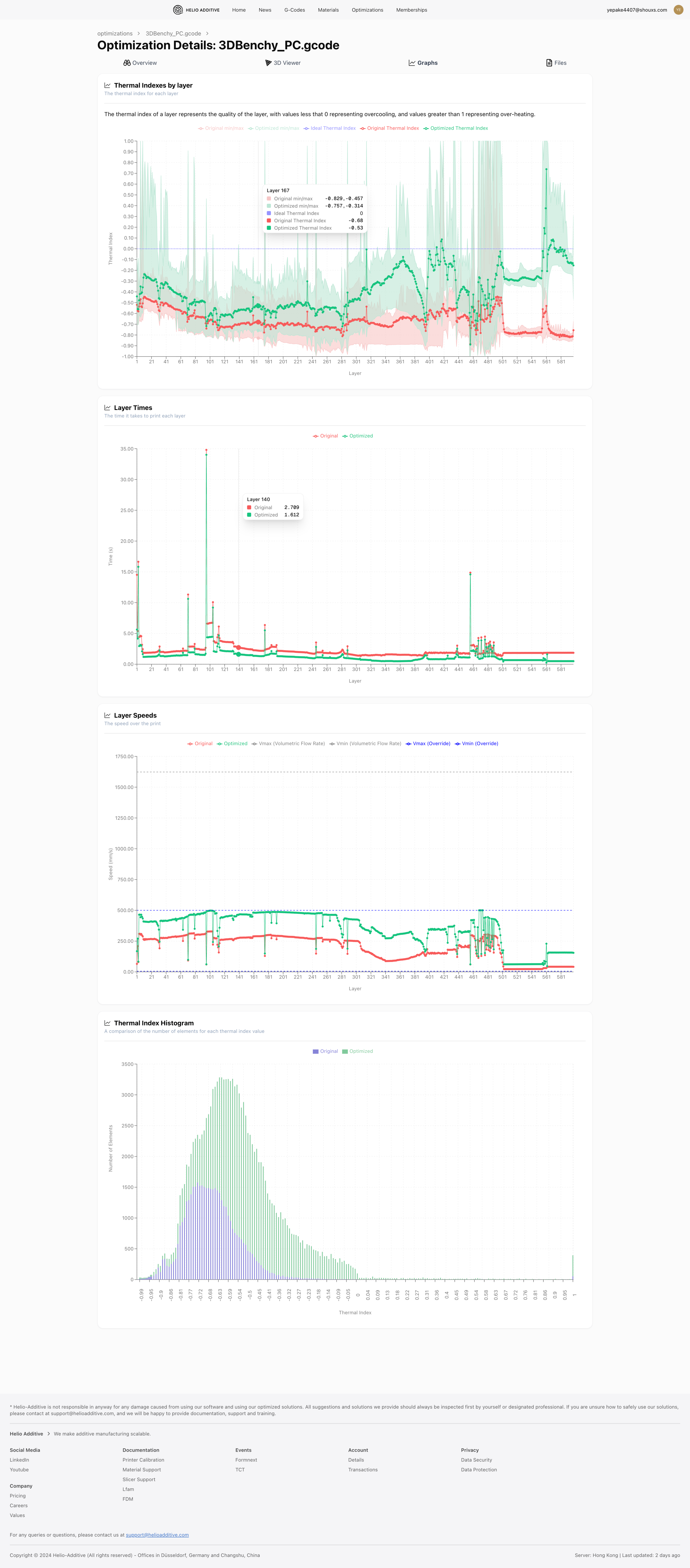
¶ 🔎 查看结果并下载
如需深度分析,请打开3D Viewer并切换至Graphs标签页。 |
|