¶ 🧊 解决打印温度过低问题
当仿真显示零件“温度过低”时,表明热指数低于目标范围。本指南将阐释该现象的含义、形成机理以及如何基于层间冷却与再加热的物理原理去优化打印过程。
¶ 🔬 什么是热指数?
- 热历史: 每个体素(即零件中的微小单元)都会经历一条温度曲线:挤出时温度急剧飙升,随后快速冷却,当体素上方有新层沉积时又会再次受热。
- 时间-温度叠加效应: 相比挤出温度,体素冷却时在分子扩散/焊接有效温度区间内停留的时长是决定其热力学行为的关键。
- 玻璃化转变温度 (Tg): 我们将Tg作为简单的参考值。Tg以上,材料软化易粘合;低于Tg,材料变硬,不易粘合。
👉 热指数将上述概念综合为一个技术指标,即材料的实际热历史与其理想热历史的偏差。
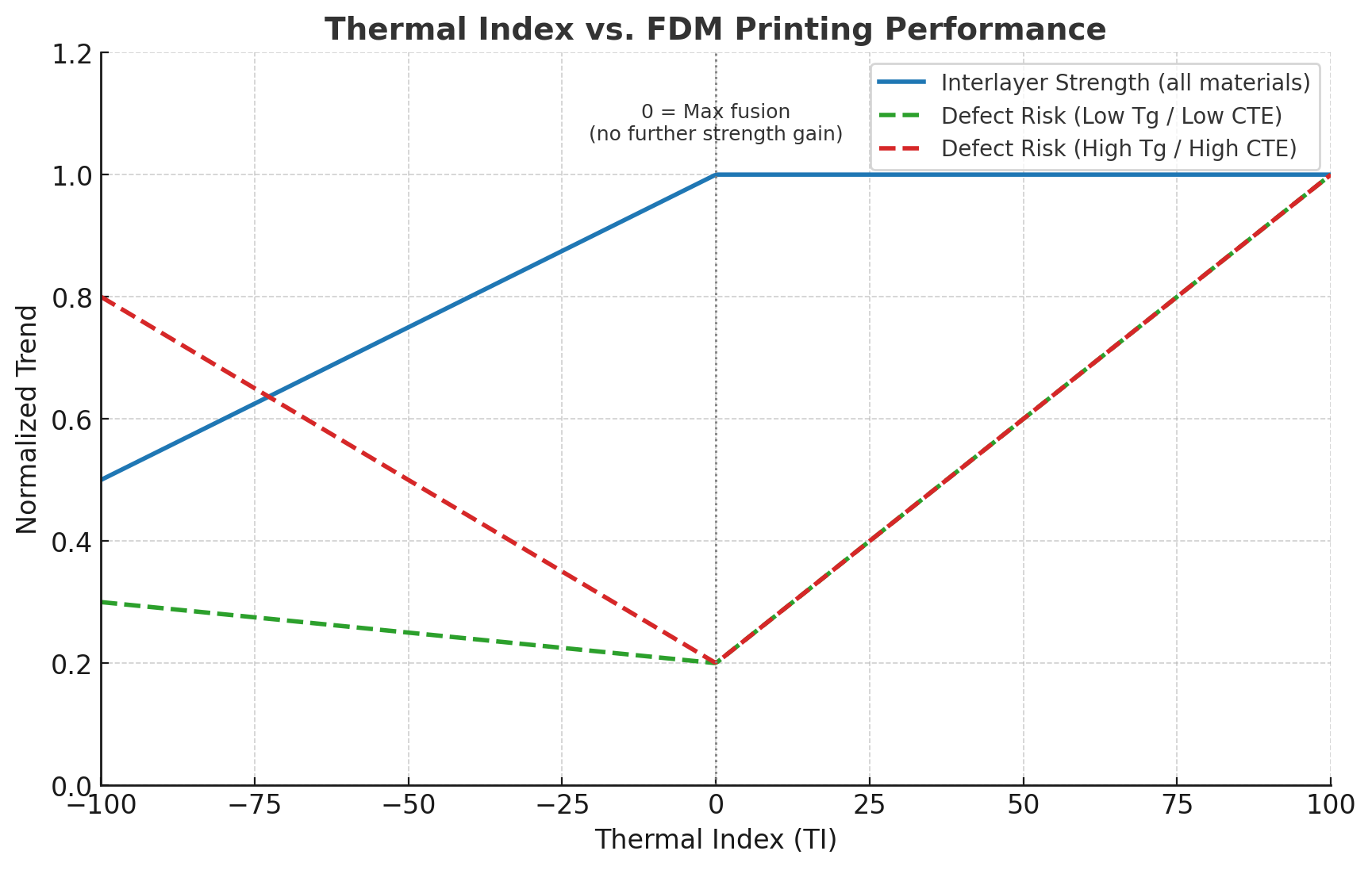
¶ 标度: -100 → 100
- TI = 0: 层间结合强度达到可实现的最高极限值
- TI > 0: ⚠️ 强度不再提升,但过热/塌陷风险显著增加
- TI < 0: ❄️ 未必意味着打印失败——具体表现与材料特性相关
¶ 材料依赖性
- 低玻璃化转变温度/低热膨胀系数材料(如PLA):
- TI值过低可能削弱层间结合强度
- 可见缺陷通常不明显
- 高玻璃化转变温度/高热膨胀系数材料(如PC、PA-CF):
- 更易出现翘曲/开裂现象
- 具体严重程度取决于几何结构与首层附着力:
- 应力集中区域→风险等级升高
- 强附着力可抑制翘曲但无法消除内应力
注意: 我们在仿真中并未使用Tg,了解Tg可以帮助我们理解为什么阈值温度以上的停留时间是决定粘合的关键。
 体素示意图 |
 体素热历史示意图 |
¶ 1) 喷嘴温度
背景:通常人们认为"零件太冷就需要提高喷嘴温度"。
分析:当耗材挤出喷嘴后(例如形成0.2 mm×0.4 mm的细丝),其热量会在毫秒级时间内迅速散失。这种短暂温升对热指数几乎没有贡献。因此提高喷嘴温度的主要优势在于改善熔体流动性(提高挤出体积量/获得更高流速),而非延长层间的保温时间。
建议:
- 将喷嘴温度设定为安全范围内的最高值(或遵循预设温度曲线)
- 使用温度校准来平衡拉丝和打印瑕疵问题
举例:就像把沸水倒在冰冷的厚金属板上,板子只会短暂升温,不会持续保持高温,因此"额外热量"几乎可以忽略不计。
¶ 2) 腔室温度
背景: 腔室设置了打印时环境温度,进而决定了材料的冷却速率。
分析: 热的腔室会降低打印时温度梯度,减缓材料的冷却速率。这延长了体素在扩散/焊接有效温度区间内停留的时长,故下一层再加热时粘合效果会更好。然而,典型的腔室温度(≤~65°C)一般远低于ABS/PC的 Tg(>~100°C)。
建议:
- ABS/PC: 使用最高安全室温度(或使用配置文件建议的温度)
- PLA/PETG: 避免过热,较低的 Tg 会导致软化/下垂
举例: 茶在热的房间里保温的时间更长,但不会再次沸腾。
![Initial cooling is extremely fast]](/chamber_cooling.png)
(虚线表示Tg参考值;有关冷却速率的内容,请参见腔室曲线。)
¶ 3) 热床温度
热床的作用远不止确保首层附着。它本质上是一个恒温热源,能减缓底层冷却速度——对于开放式打印机,还能加热周边空气(堪称经济版打印腔室加热器)。
-
尽可能提高热床温度(在材料允许范围内),可有效提升底层热力指数
-
若无专用打印舱加热装置,热床将承担部分环境加热功能,这对打印 ABS、PC、PA等材料尤为关键
-
但需注意:热床温度应始终低于材料玻璃化转变温度 (Tg) 或其他等效参考值,防止底层塌陷或变形
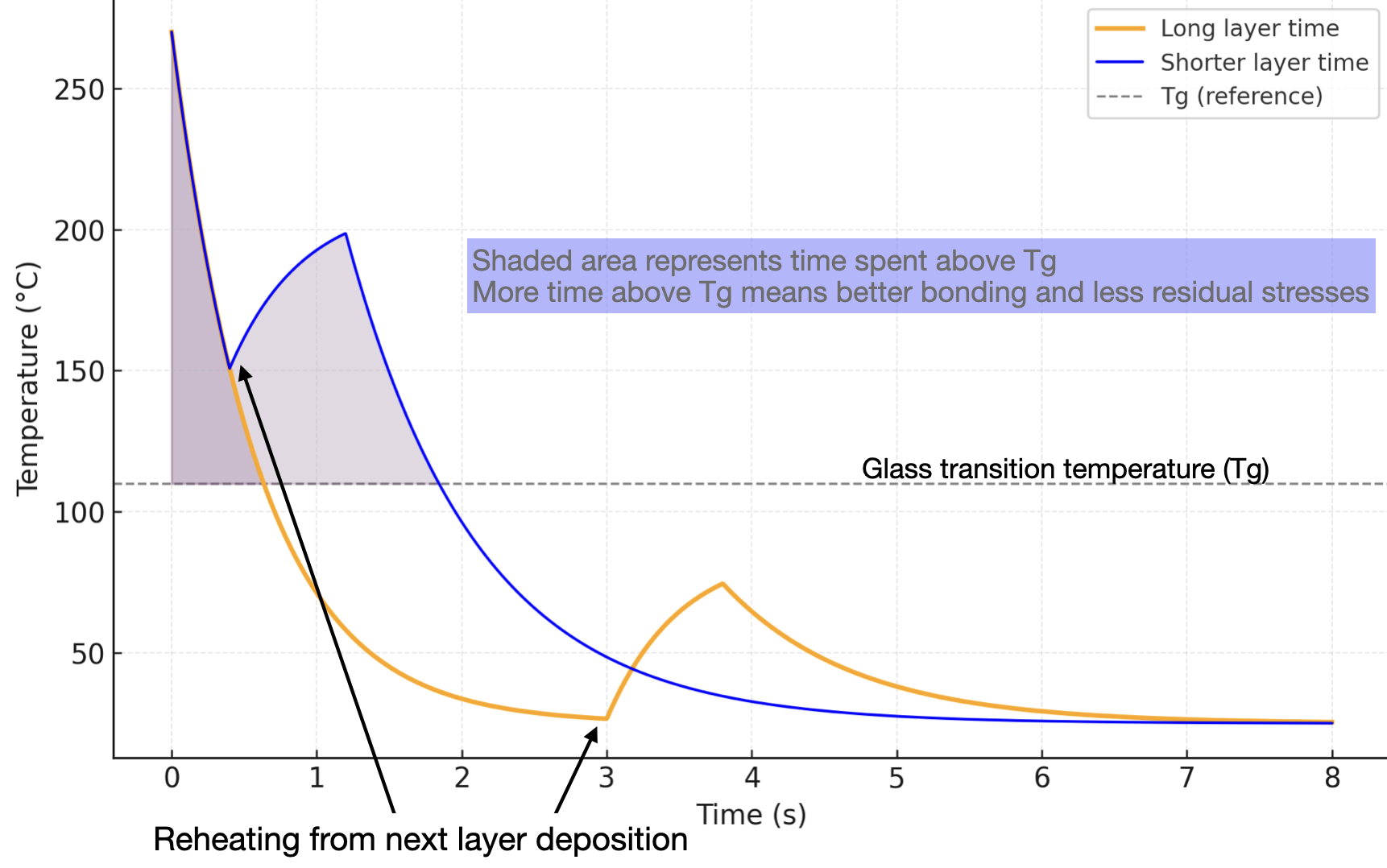
¶ 4) 打印层时 (最有效的调节杠杆)
背景: 热指数主要由层间间隔(“打印层时”)决定,即当前层和下一层再加热之间的时间间隔。
分析:
- 短层时→ 体素在重新加热之前没有冷却太多 → 更热、更强的结合
- 长层时→ 体素在重新加热前冷却到Tg以下 → 更冷,更弱的结合
建议 (预热零件):
- 提高打印速度(在体积流量限制范围内)以缩短打印层时。
- 在冷却设置中,放宽强制执行最短单层时间的降速功能(降低"Minimum layer time"、提高或禁用"Slow down for cooling")。
- 若速度受流量限制(参见第4节),可通过以下方式减小单层长度:
- 降低填充密度
- 减少壁厚循环次数/外壳层数
- 缩小横截面积/按比例缩小模型(若可接受)
![Initial cooling is extremely fast]](/ti_vs_layer_time_clean_pretty.png)
¶ 5) 硬件限制 (最大体积流量)
背景: 运动速度 ≠ 挤出速度。硬件真正的上限是最大体积流量 Q(单位:mm³/s)。
分析: 即使固件显示“500毫米/秒”,若喷嘴/热端仅能熔化挤出最大挤出量Q_max,切片软件将自动降速,否则会出现挤出不足。一旦达到Q_max的物理极限,热传导性能的提升便到极限。
建议:
- 用流量计校准Q_max
- 提高喷嘴温度(在安全范围内)以增加熔体流动
- 接受这个上限,层时不能再因速度而减少
![Initial cooling is extremely fast]](/flow_vs_speed_saturating_dual_clean_title.png)
¶ 6) 风扇设置
背景: 散热风扇增强对流冷却效应。
分析:
- ABS/PC(高Tg): 散热风扇会缩短材料粘合时间窗口 → 打印件实际温度偏低
- PLA/PETG(低Tg): 风扇可防止过热/塌陷 → 打印件表观质量更佳
建议:
- ABS/PC材料: 若仿真显示"过冷"现象,应降低或关闭散热风扇
- PLA/PETG材料: 直接采用耗材预设配置文件推荐的风扇参数
- 悬垂/桥接打印时勿随意更改默认风扇设置,仅调整为经实践验证的有效参数
举例: 像吹热汤一样,吹风会加速冷却——过热时很有用,但需要保温时反而坏事。
¶ 7) 层高层宽
-
挤出越粗,冷却越慢
更大的层高或挤出宽度意味着单道挤出料量增加。更大的热质量会使冷却速度放缓,使材料单元在玻璃化转变温度(Tg)之上保持更久 → 从而增强层间结合强度。 -
对热指数的影响
增加层高或宽度可延长有效热作用时间,使热指数更接近目标值。这对于大尺寸零件打印,或当打印速度和流量已达上限时尤为重要。 -
实际限制因素
- 悬垂与桥接: 粗料更易下垂,增大层高/宽度会使无支撑结构的打印效果恶化
- 表面质量: 层厚增加将导致垂直表面呈现更明显的阶梯效应
- 兼容性调整: 通常可先在填充区域安全采用粗料设置,再根据效果决定是否扩展至外轮廓
![Initial cooling is extremely fast]](/layer_height_width_cooling_clean_notitle.png)
¶ 8) 几何调节 (当打印速度达到上限时)
若已触及流量上限或运动系统极限,最后的调节手段就是缩短单层打印路径以减少分层加工时间。
终极策略建议(慎用):
- 降低填充率(如15%→5%),前提需满足结构强度与顶面支撑要求
- 变更填充类型(如闪电填充),需满足结构强度要求
- 减少轮廓圈数/外壳层数,应在满足力学性能与外观要求前提下实施
- 缩小模型尺寸分体打印组装,需保证最终产品功能不受影响
友情提醒: 上述方案仅适用于装饰件或低载荷零件,严禁用于承重结构、大跨度桥接区域或需要高密度支撑的顶面打印。
¶ ✅ 总结
- 热指数本质上是追踪材料处于有效焊接温度区间的时间(可以从Tg的角度来理解)
- 喷嘴温度: 提升流量通过能力,但对材料保温效果影响微弱
- 腔室温度: 延缓冷却速度,但存在收益递减临界点
- 热床温度: 减缓下层的冷却速度,被动地加热腔室内空气,可适当提高但应低于 Tg。
- 打印层时: 时间越短 = 材料越热(最有效的调节杠杆)
- 流量上限: 决定打印速度的上界
- 散热风扇: 对PLA/PETG有益;通常削弱ABS/PC的保温效果(但打印精细特征如微缩模型时必需)
- 终极手段: 无法提速时,削减填充率、外壳层数或模型尺寸
针对ABS/PC材料,升温通常还能降低翘曲风险;针对PLA/PETG材料,需在保温与防止过热间寻求平衡。