¶ 🔬 案例研究:消除退火变形——使用 Helio 解锁 PET-CF 的 100°C 耐热性能
Polymaker FIBERON™ PET-CF17 · Bambu Lab H2D · 0.6mm 硬化钢喷嘴
借助 Helio 的评估与增强工具,我们实现了:
- 🧱 在 100°C 和 120°C 下连续退火 16 小时后,零坍塌或变形
- ⚡ 相比默认设置,打印时间缩短 20%
- 🔁 可重复的仿真引导工作流,无需反复试错。
无需更换耗材,无需更改硬件。只需更智能的热管理和 G-code 优化。
¶ 🧩 挑战:工程级性能需要工程级控制
PET-CF 是 FDM 领域性能最高的工程耗材之一:强度更高、刚性更强、耐热性优于非晶态替代材料。这些性能来源于其在打印过程中和打印后形成结晶结构的能力。然而,要充分发挥这些性能优势,历来需要大多数工程师并不具备的深厚材料知识:了解需要调整哪些参数、调整幅度以及调整原因。结果是 PET-CF 要么被直接放弃使用,要么在高失败率下勉强使用。
要理解原因,将其与 PETG(其乙二醇改性衍生物)进行对比很有帮助。PETG 在化学上经过设计以抑制结晶,因此易于打印,但也永久限制了其热性能和力学性能上限。PET-CF 则采取了完全相反的路径:其工程价值完全来源于其结晶潜力,从而提供更高的热性能和力学性能上限。然而,在打印过程中控制结晶行为以获得最强、最结构稳定的打印件,是非常困难的。
变形通常发生在退火之后。从打印机上取下时看起来完美的零件,在热处理过程中会发生翘曲、下垂,严重时甚至完全坍塌。本能的反应是调整退火参数。但退火后变形并非热处理工艺的问题,而是一个源于打印过程的结晶问题,我们将在下一节深入探讨。对退火设置的任何调整都无法修复一个在打印平台上就未能形成最优结晶度的零件。
这正是 Helio 的用武之地。通过在打印前仿真热历史并逐层优化打印速度,Helio 使工程师能够可靠地发挥 PET-CF 在各种几何形状下的全部性能潜力,而无需深入了解聚合物结晶动力学。
¶ 🔬 科学原理:为什么默认设置无法满足 PET-CF 的需求
¶ 🧊 问题:打印过程在结晶发生之前就"冻结"了材料
PET-CF 的强度和耐热性来源于其结晶区域。这些有序的分子结构在材料获得足够时间和热能以在打印过程中或打印后进行有序排列时形成。然而,在基础设置下进行打印时,材料既没有足够的时间,也没有足够的热能来形成这些结晶区域。
每层沉积后的快速冷却在聚合物链能够有序排列之前就将其"冻结"。这被称为动力学阻滞,它使打印件处于近乎非晶态,结晶度仅约 0.3%,远低于该材料本应达到的水平。
碳纤维(CF)有所帮助,但作用有限。它为结晶提供了更多成核位点,但结晶过程无法完成。晶体生长仍需要在高温下停留足够时间,而 FDM 的冷却速率会缩短这一窗口期。CF 提升了 PET 的结晶潜力,但在没有主动热管理的情况下,快速冷却阻止了这一潜力的实现。
¶ 🌡️ 为什么这会导致退火后失效
从打印机上取下的近非晶态零件看起来没有问题。然而,当零件在退火过程中被加热至玻璃化转变温度以上(Tg ≈ 75°C)时,无序的分子链突然获得自由移动和重排的能力。由于缺乏预先存在的结晶骨架来约束这一过程,重排以混乱的方式发生,引发冷结晶,导致高达 10% 的快速、不受控的体积收缩。结果是翘曲、下垂,严重情况下导致完全的结构坍塌。
关键洞察: 退火后变形不是退火问题,而是源于打印过程的结晶问题。解决方案在于优化打印工艺。
¶ 🎯 目标:4% 临界结晶度(Xcrit)
Helio 材料科学家针对 FIBERON™ PET-CF17 的研究确定了一个临界结晶度阈值 4%(Xcrit~),即在打印过程中形成结晶骨架所需的最低结晶度。该骨架在退火过程中将分子链固定到位,防止不受控的收缩,并允许材料以可控、有序的方式进一步结晶。
达到或超过 Xcrit 的零件表现出:
- 📉 退火过程中体积收缩低于 4%(近非晶态零件超过 10%)
- 📐 在 100°C 下退火 2 小时后完全保持几何形状,而未达阈值的零件在 150 秒内即坍塌
- 🔍 热处理后具有强劲的内部结构
- 💪 热处理后比低于临界结晶度的零件具有更高的强度
¶ 🌡️ 为什么不能简单地提高温度
显而易见的解决方法是提高热床和腔体温度以促进打印过程中的结晶。这在一定程度上有效,但有其局限性。在半结晶聚合物体系中,已知沉积过程中过高的结晶度会降低层间结合强度,因为它阻止了聚合物链在层界面处相互移动和缠绕。
4% Xcrit 是一个精确目标:高到足以建立结晶骨架,低到不会损害层间结合。 这意味着需要在每一层上始终保持 Xcrit 所对应的最优温度。面对复杂几何形状时,仅靠手动参数调整是无法实现这一目标的。
Helio 旨在动态调整每层的打印速度,使材料始终保持在最优的结合热窗口内。
¶ ⚠️ 默认设置的问题所在
标准切片配置文件优先考虑打印速度和易用性。对于 PET-CF,这些保守的默认设置会在每层沉积后强制快速冷却。这种冷却在结晶能够进行之前就将聚合物链锁定,使零件的结晶度接近非晶态,仅约 0.3%。零件从打印机上取下时看起来完好,但在退火过程中,由于缺乏结晶骨架,冷结晶会导致零件变形至无法使用。
大多数初次遇到这个问题的工程师会调整退火工艺。然而,结晶问题发生在打印过程中,只有改变打印工艺才能解决。
¶ 🛠️ Helio 的解决方案
¶ 第一步:评估——打印前先了解
Helio 的评估工具在第一层沉积之前就仿真打印的热历史。它模拟温度在逐层沉积过程中在零件中的演变,识别出热环境不足以促进结晶的区域。
在本案例中,评估确认默认设置无法维持足够高或足够持久的温度来实现最优层间结合;零件温度过低(热质量指数显示为蓝色)。
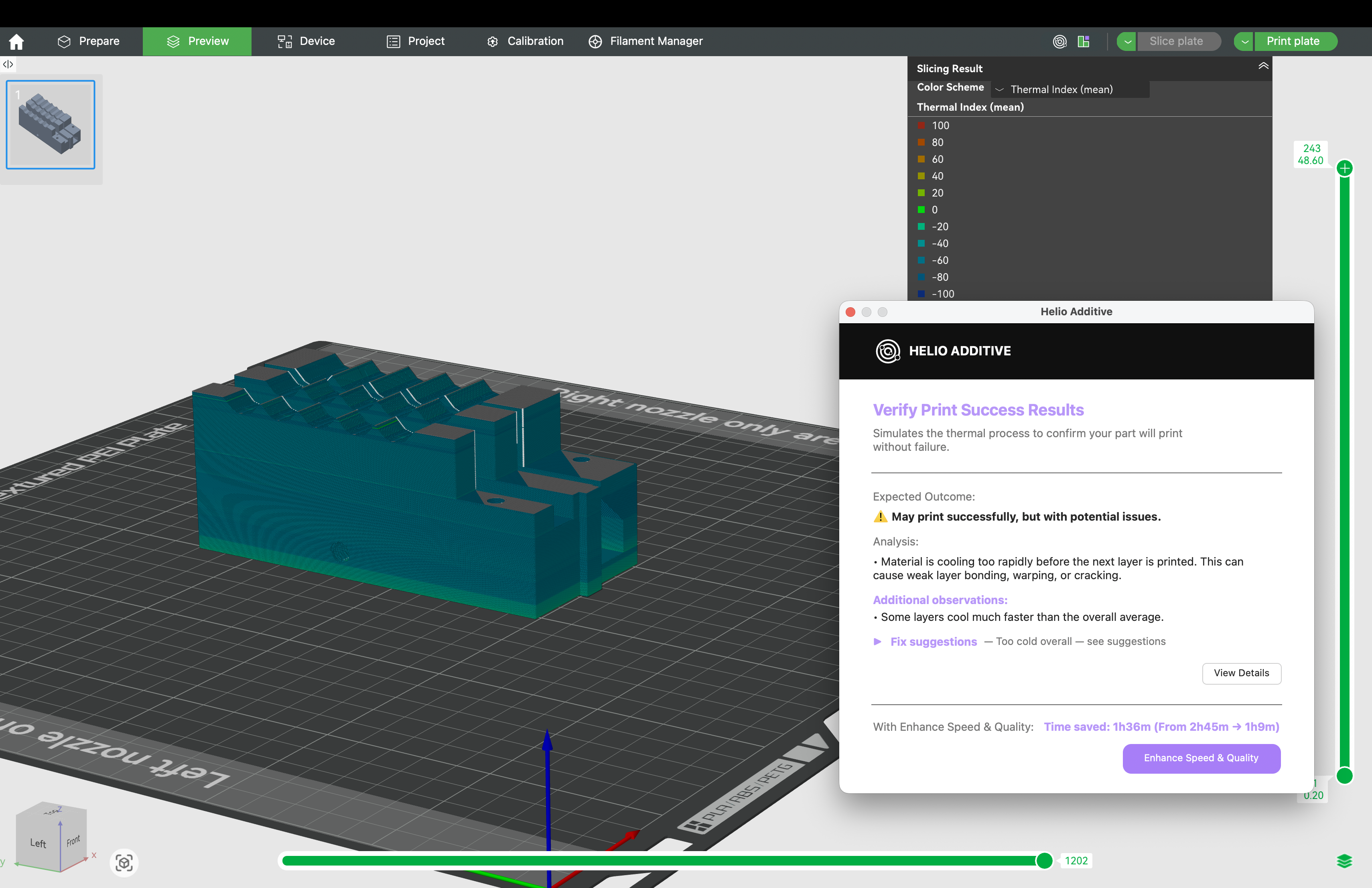
基于这些洞察,在运行增强之前对以下参数进行了调整:
| 参数 | 默认值 | Helio 指导值 |
|---|---|---|
| 喷嘴温度 | ~280°C | 320°C |
| 热床温度 | 70°C | 100°C |
| 腔体温度 | 环境温度 | 65°C |
这些条件延长了沉积材料在高温下的停留时间,为聚合物链提供了排列成结晶结构所需的时间窗口,从而达到 4% Xcrit 阈值。
¶ 第二步:增强——逐层精准控制
单纯提高温度是一种粗放的手段。没有速度优化,热量会不均匀地积聚,导致靠近加热床的区域结晶度较高而顶部较低,并存在底层过度结晶进而损害层间结合的风险。
Helio 的增强引擎通过逐层优化打印速度,使每层保持在最优的层间结合热窗口内,从而解决了这一问题。
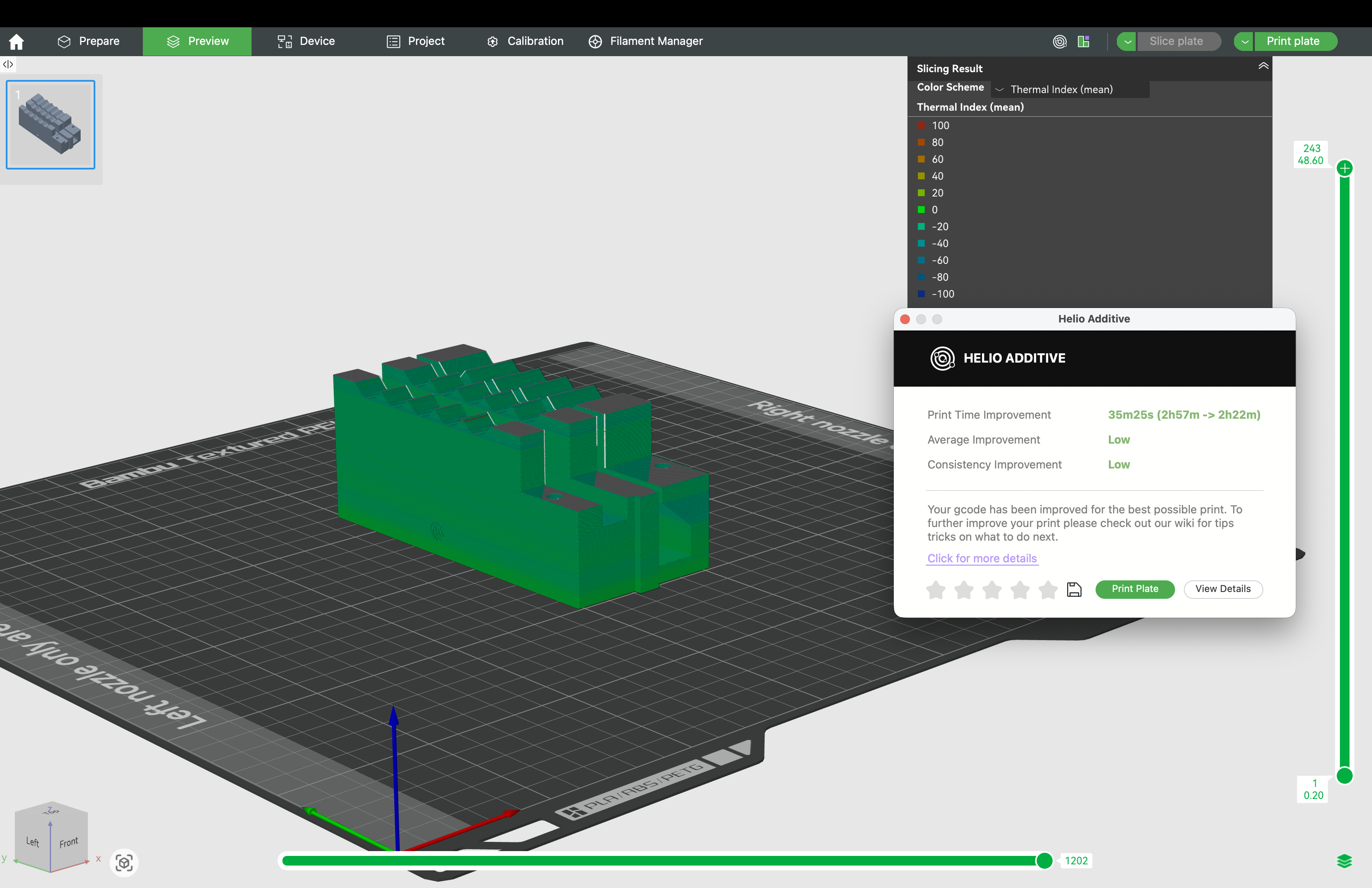
结果:
- 零件打印时间缩短 20%(2小时57分 → 2小时22分),比默认设置更快,且打印效果显著改善。
- 层间结合温度达到最优,热质量指数呈现均匀的绿色
¶ 📊 结果
默认设置和 Helio 优化后的零件均在 100°C 和 120°C 下经历了 16 小时的退火循环。
| 指标 | 默认设置 | Helio 优化后 |
|---|---|---|
| 打印时间 | 2小时57分 | 2小时22分 |
| 打印后结晶度(基于实验数据) | ~0.3% | ~4%(Xcrit) |
| 100°C 退火(16小时) | 严重变形和下垂 | 几何形状和尺寸完美保持 |
| 120°C 退火(16小时) | 完全翘曲;丧失功能 | 出色的稳定性和结构完整性 |
¶ 🕣 打印时间对比
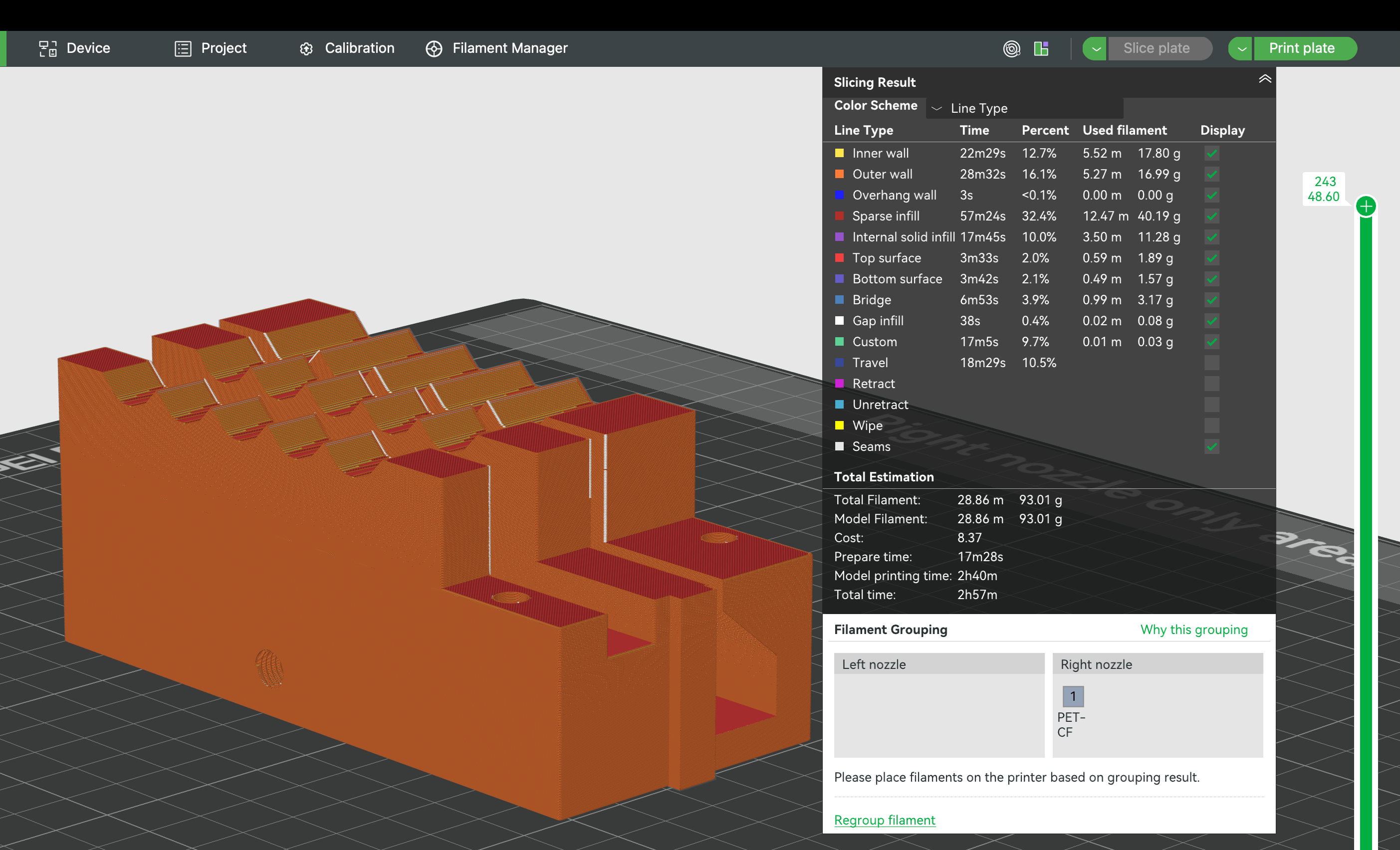
增强前(2小时40分)
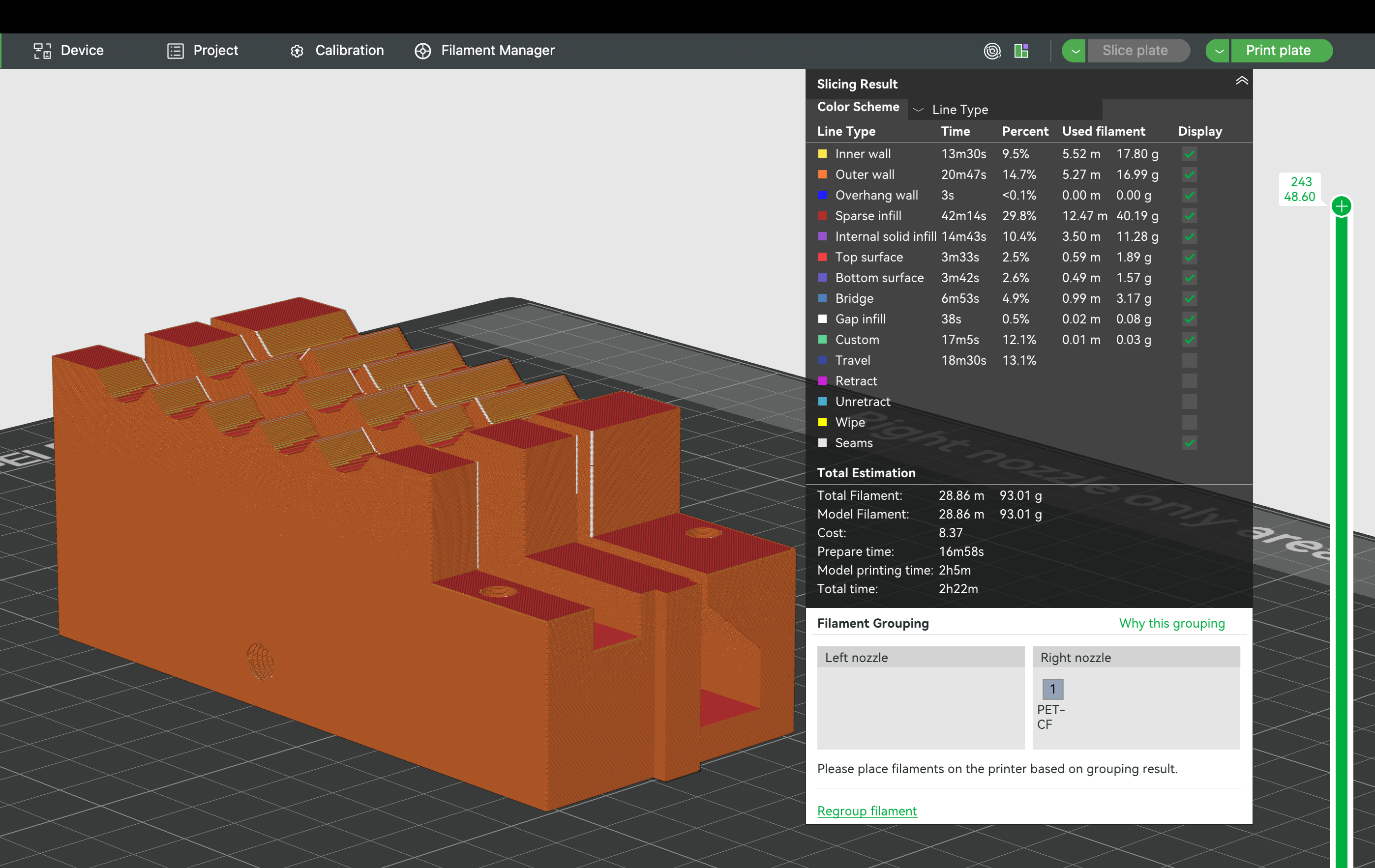
增强后(2小时5分)
¶ ⚡ 打印速度对比
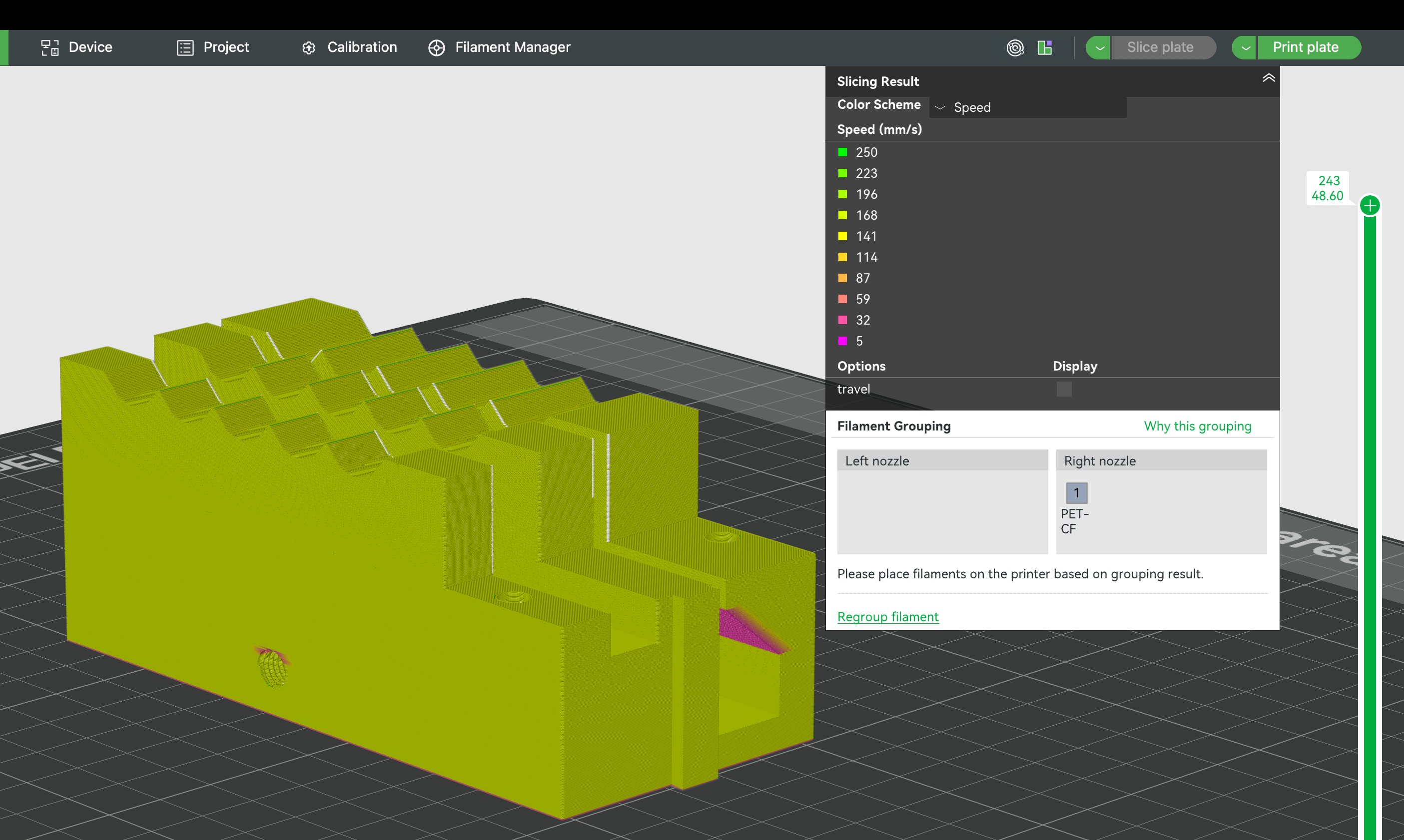
增强前(标准均匀速度)
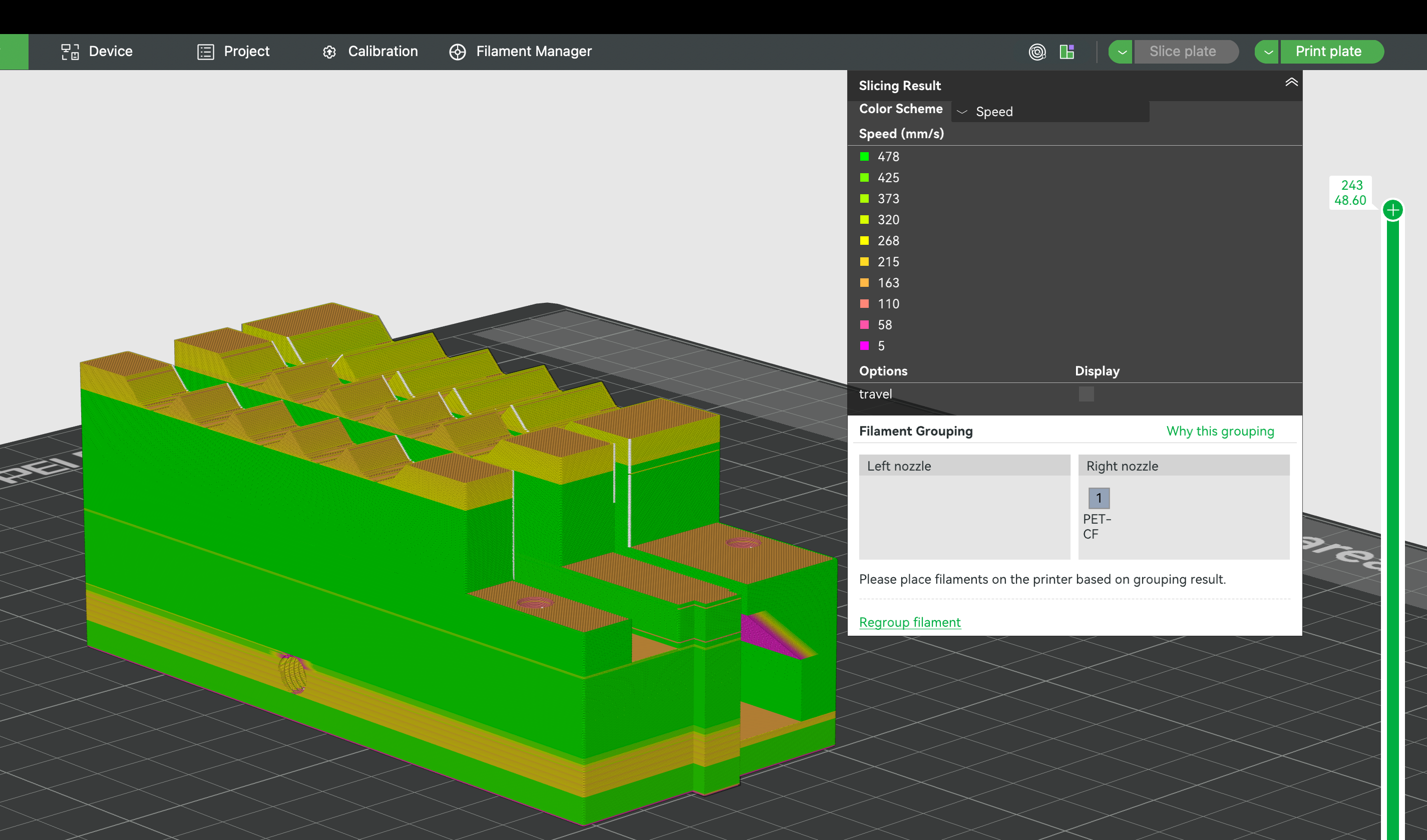
增强后(动态逐层速度)
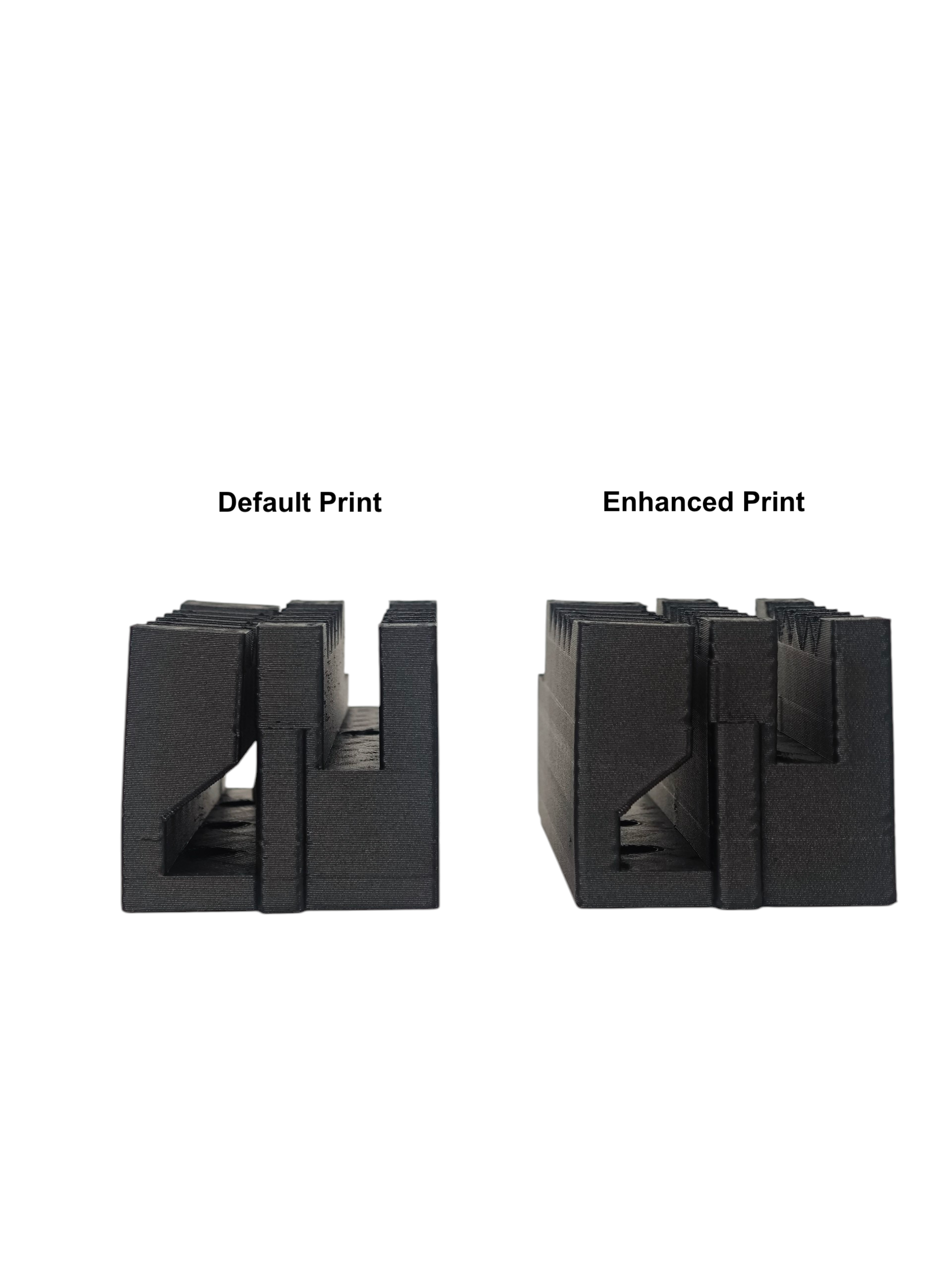
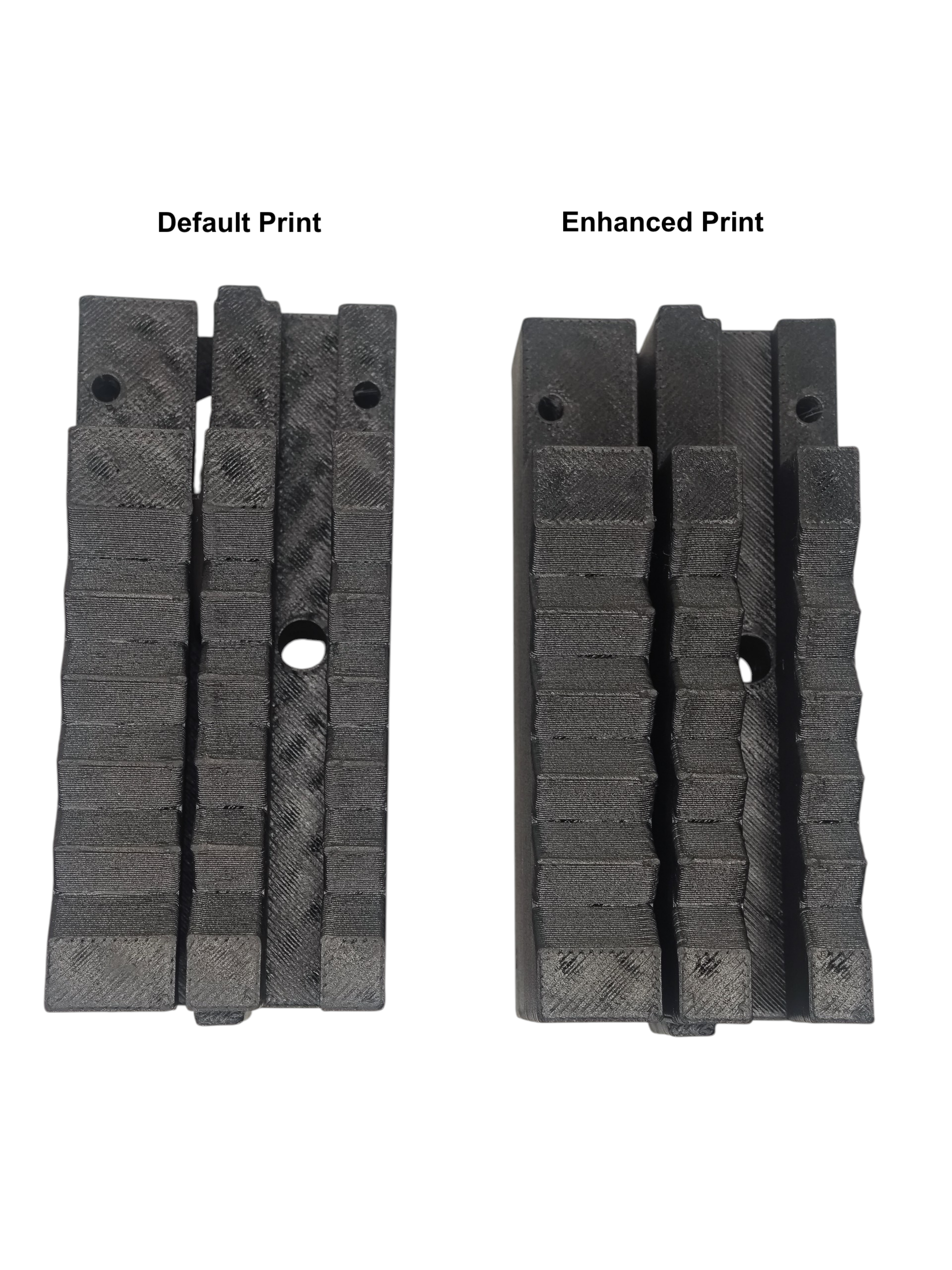
¶ 🧱 退火结果
¶ 100°C,16 小时
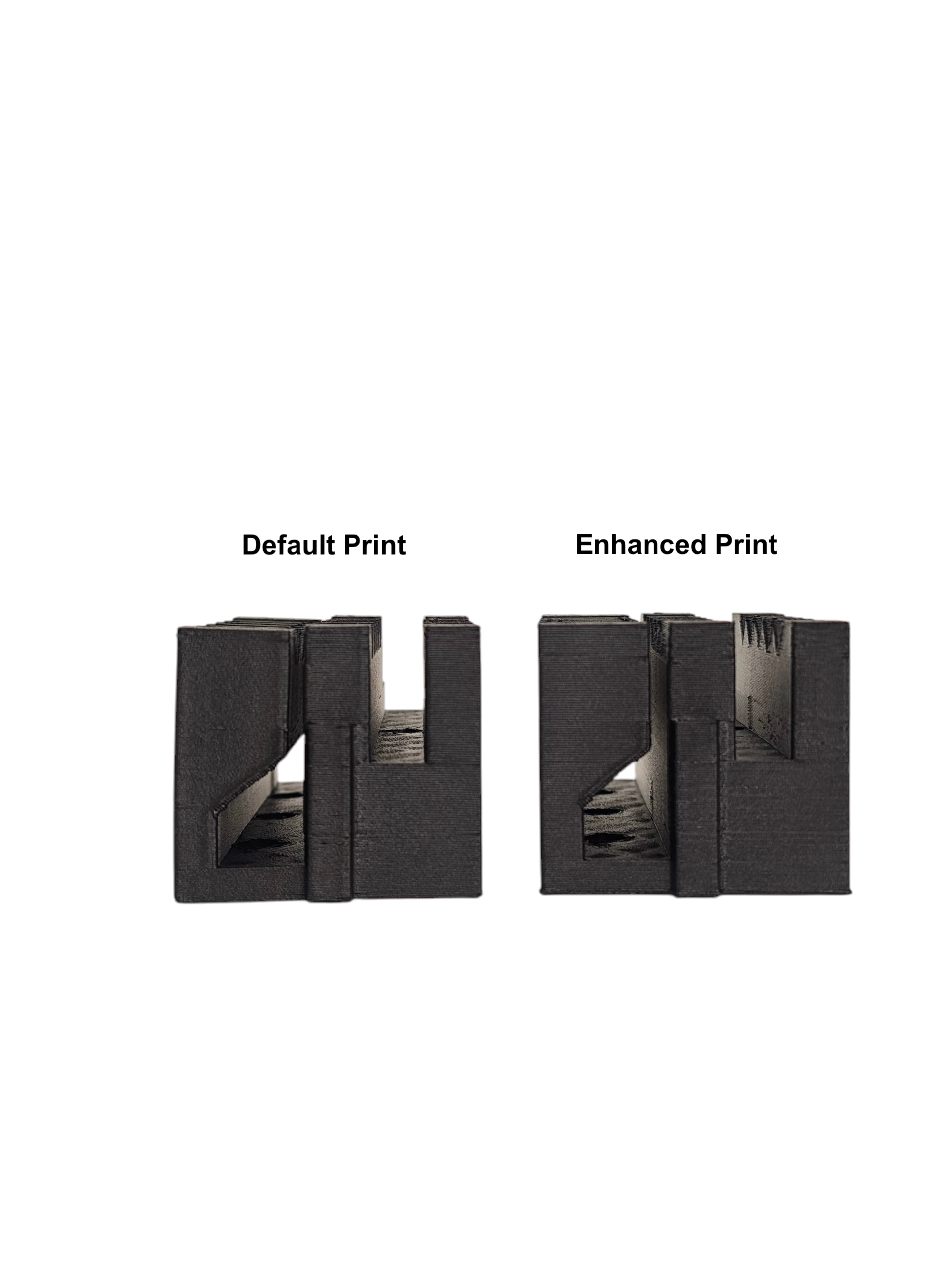
侧视图
俯视图
默认设置的零件在 100°C 下 150 秒内即坍塌。Helio 优化后的零件在完整的 16 小时循环中保持了几何形状。差异在于打印过程中建立的结晶度,而非退火过程。
¶ 120°C,16 小时
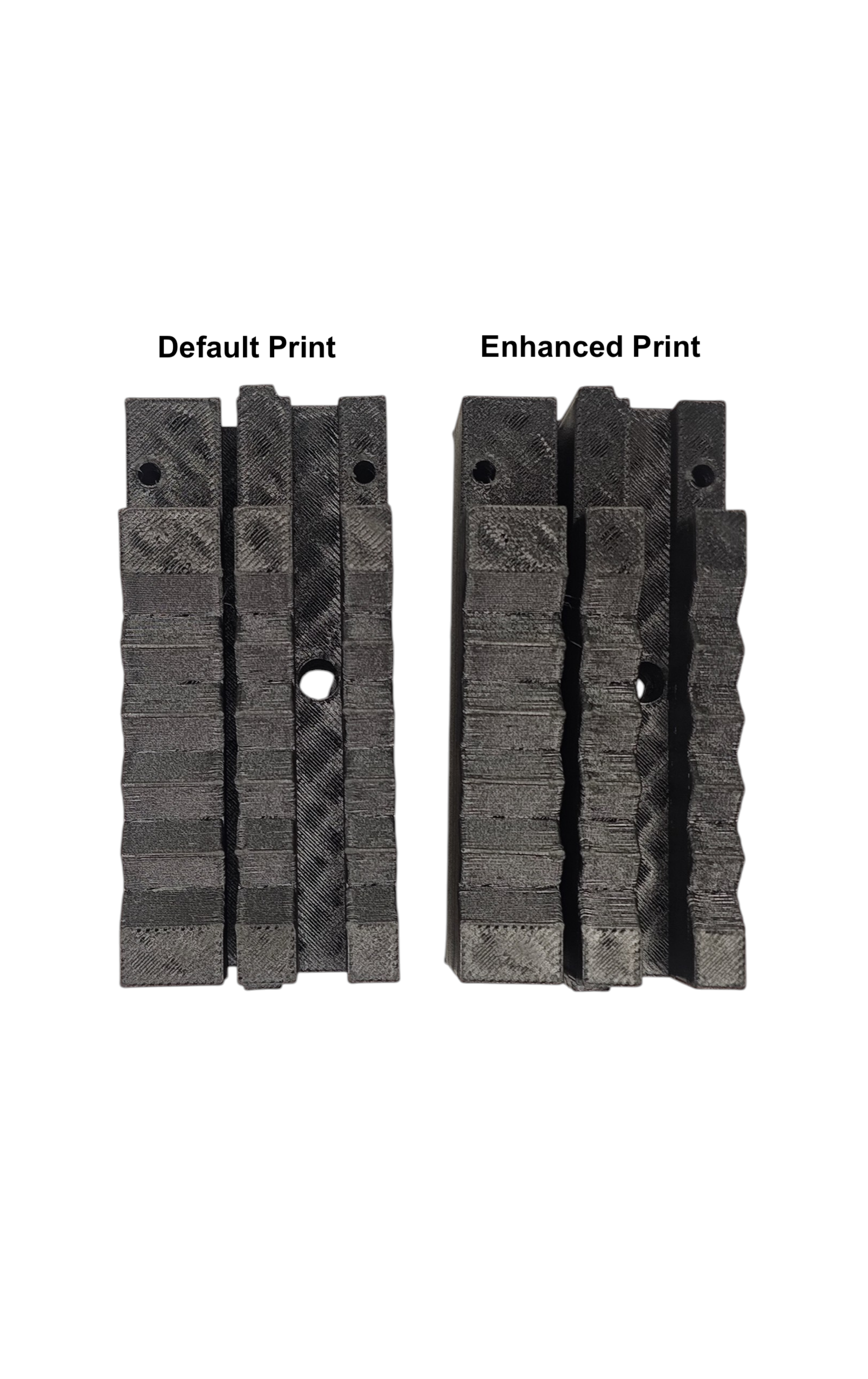
侧视图
俯视图
📋 退火条件说明
- 100°C 持续 16 小时 — PET-CF 的标准后处理条件;任何功能性零件都应能承受的基准
- 120°C 持续 16 小时 — 一个真正严苛的条件,远超标准阈值
样品表现:
- Helio 优化后在 100°C 下退火的零件结构完整性完全保持
- Helio 优化后在 120°C 下退火的零件出现了一定程度的变形——但明显少于默认设置在相同温度下的表现
结论: Helio 优化在两种条件下均显著改善了尺寸稳定性。在标准阈值下,零件完全存活。即使在超过典型后处理要求的严苛条件下,变形程度也比未优化的打印件大幅降低。
¶ 💡 专业提示:0.6mm 喷嘴的转角质量
本案例研究使用了 0.6mm 硬化钢喷嘴,以最大化流量并兼容碳纤维耗材。当增强功能重新提升速度时,较高的体积输出需要聚合物熔体在尖锐转角处有额外时间进行应力松弛,这可能导致转角清晰度略有下降。为防止这种情况,将平滑系数设置为 0.2,以在较高速度下保持边缘锐利。推荐用于具有复杂几何形状或严格公差要求的零件。
对于功能性能优先的重载工业夹具,转角处轻微的外观取舍,换来热稳定性和生产效率的提升,是值得的。
¶ 🧠 核心要点
- 🧊 默认 FDM 配置文件将 PET-CF "冻结"在近非晶态(~0.3% 结晶度),远低于材料潜力,也低于耐受退火所需的阈值
- 🔁 退火后变形是打印问题,而非退火问题,需要从打印端寻求解决方案
- 🎯 ~4% 的临界结晶度(Xcrit)是精确目标:足以建立稳定化结晶骨架,又不至于损害层间结合
- 🌡️ 单纯提高温度会超出该目标;Helio 的逐层优化才是在无需专业材料知识的情况下实现精准热控制的关键
- ✅ 最终成果是一套可重复的仿真引导工作流,让 PET-CF 的全部性能潜力触手可及,减少试错,提升结果可靠性
¶ 🧰 如何亲自尝试
- 在此下载 Bambu Studio
- 启用 Helio — 查看指南
- 使用您的 PET-CF 设置切片模型
- 运行 Helio 评估以识别热障碍 — 查看指南,并调整热床、喷嘴和腔体温度
- 应用 Helio 增强以优化逐层速度
- 打印——相同耗材,相同硬件,更好的结果
¶ 💬 需要帮助?
- 📧 Helio 支持:support@helioadditive.com
- 💬 Discord:discord.gg/helioadditive
- 📚 常见问题:wiki.helioadditive.com
更智慧地打印。更强韧地打印。使用 Helio 优化。