¶ 🔥 案例研究:通过热控提升 PETG-HF 打印速度 34%
使用 Helio Additive 热评估与增强工具 对 PETG-HF 打印件进行优化,我们实现了:
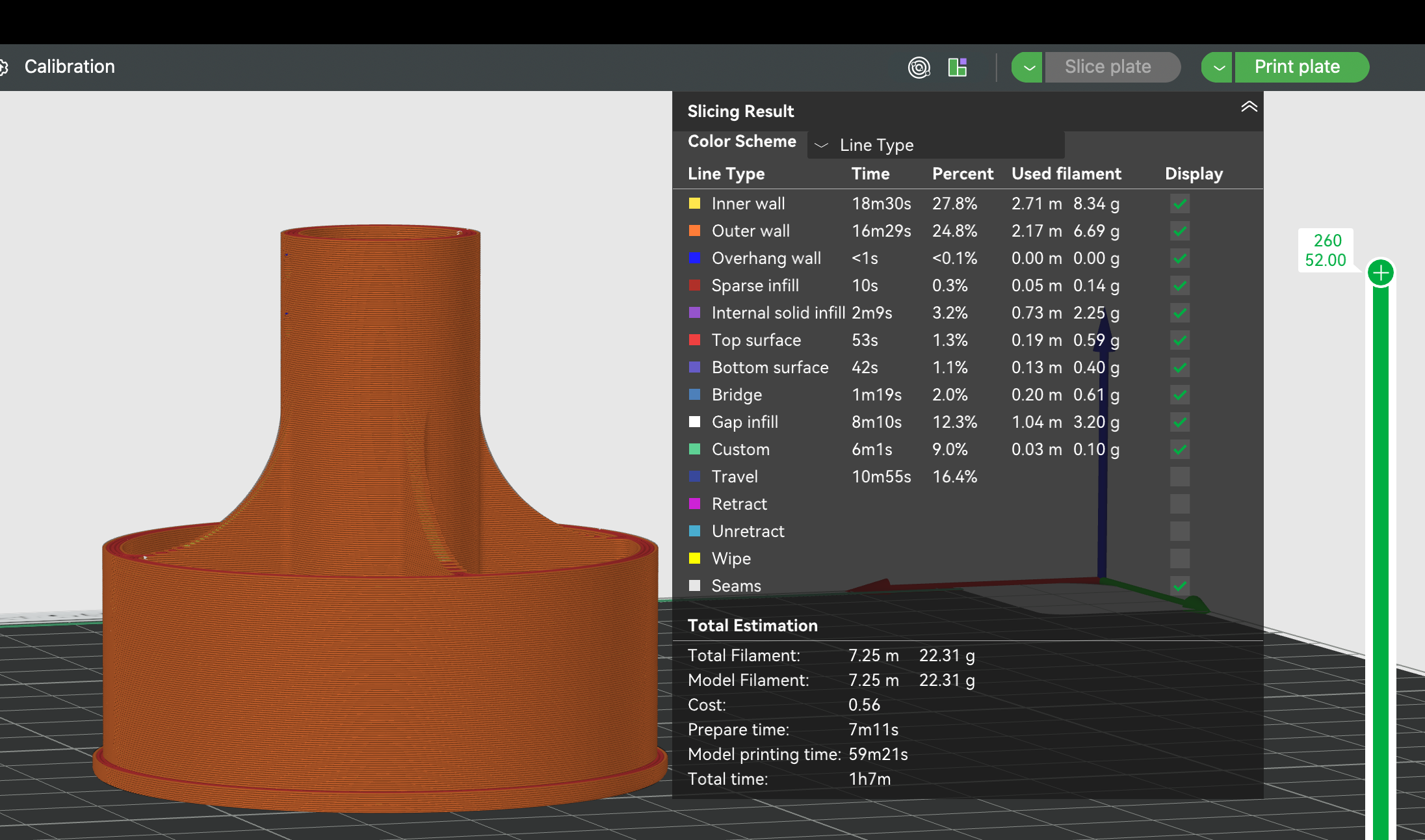
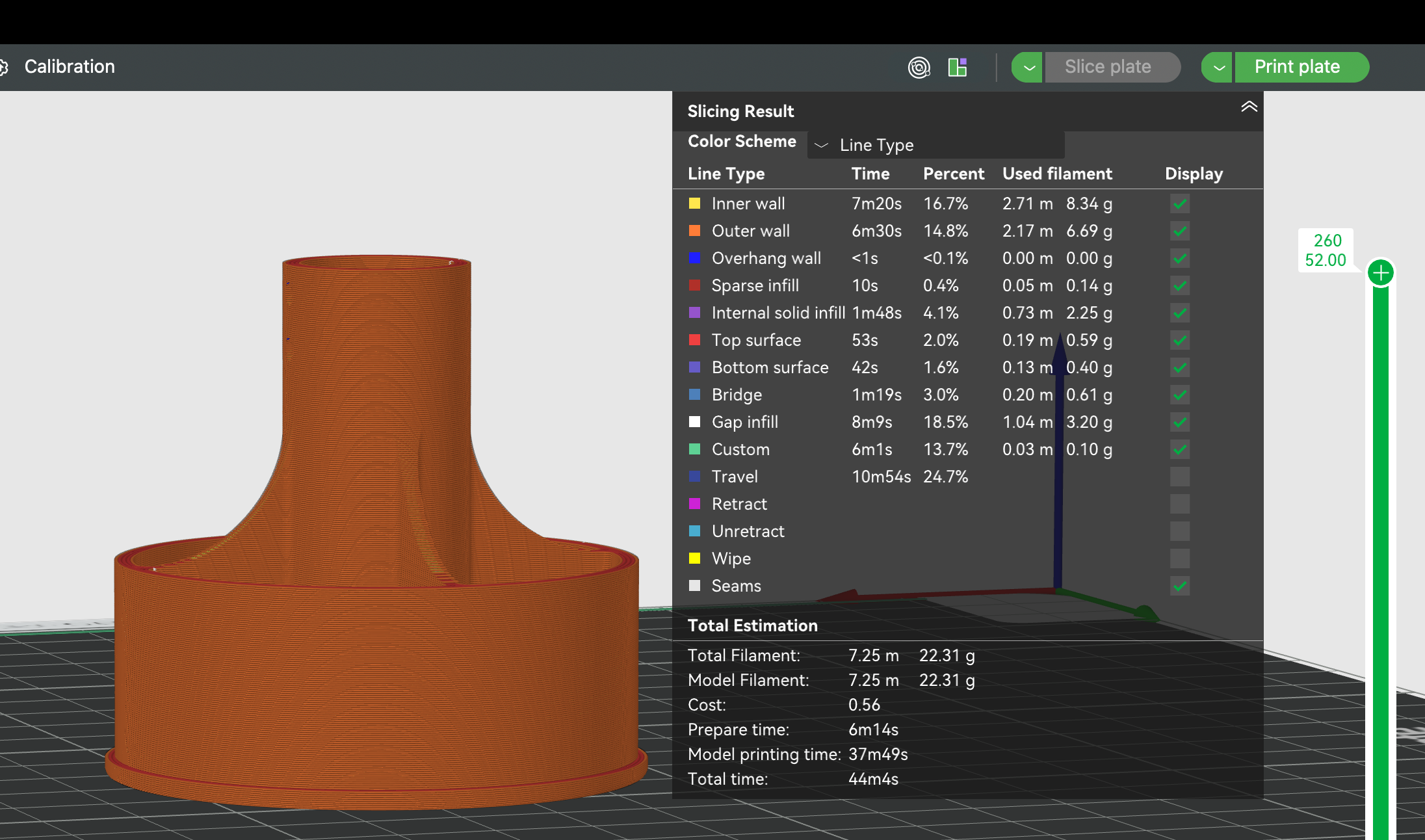
- ⚡ 打印速度提升 34%(1h 7min → 0h 44min)
- 📏 功能公差保持稳定
- 🎯 表面质量和特征细节保持良好
无需更换材料或硬件。仅通过 Helio 的智能 G-code 实现优化。
¶ 🧰 自己尝试的方法
- 在 Bambu Studio 中切片你的 PETG-HF 模型
- 在 Bambu Studio 中进行模拟和优化
- 查看热力学结果,并根据需要调整打印设置
- 打印你的模型 —— 更快、更坚固,同时保持精准
¶ ⚡️ 更快、更可靠的 PETG-HF 打印
利用新版本 Helio 支持的 Bambu P1S,我们测试了在功能性路灯灯柱固定件上,如何在保持零件尺寸的前提下,通过 Helio 的热评估与增强引擎进一步提升 PETG-HF 打印性能。
¶ 🧪 测试内容
我们打印了一个 功能性户外灯柱固定件,使用两种方法:
- Bambu Lab 默认 PETG-HF 设置(已针对速度优化)
- Helio 优化 G-code(通过热控进一步提升速度)
然后我们比较了:
- 打印时间 — 提速幅度如何?
- 尺寸精度 — 关键安装尺寸是否保持?
- 表面质量 — 是否出现拉丝、翘曲或下垂?
¶ 🔍 为什么这个零件重要
这不是装饰件 —— 它是 真实的户外功能零件,对精度有严格要求:
关键尺寸:
- 🔩 内孔:约 53mm 直径 — 必须套在金属杆上
- 🌲 安装槽:<15mm — 必须牢固抓住木杆
- 📐 公差关键 — 太松 = 零件掉落;太紧 = 无法组装
几何难点:
- 🧱 薄垂直墙 — 高速打印易翘曲
- 📐 悬垂结构 — 若冷却不当易下垂
- 🌊 曲面 — 易显拉丝和层纹
为什么选择 PETG-HF?
- 户外耐候性
- 高强度和抗冲击
- 适合高速打印,但需热控以防缺陷
这个零件测试 Helio 是否能在高速打印常出问题的几何形状上,同时实现 速度 + 精度。
¶ 🧪 测试方法
¶ 1. 切片与初步增强
我们使用 Bambu Studio 的默认 PETG-HF 配置切片模型,获取原始打印时间基线。
然后使用 Helio 插件对原始 G-code 进行增强分析,获得默认打印的 热质量指数 (TQI),用于预测层间结合强度。
¶ 2. 切片参数调整
优化前手动调整两个关键参数:
- Smooth Coefficient = 0.2
→ 确保 Helio 调整打印速度时平滑过渡 - Pre-start fan time = 2s
→ 确保风扇在精细区域开始前启动,稳定热行为
保持悬垂和桥接设置为切片器默认或根据打印机/材料校准的最佳设置
¶ 3. Helio 增强
选择打印优先级为 “速度 & 强度”,使用 Helio Defaults 增强 G-code,实现速度提升同时保证结合强度,最小化用户操作。
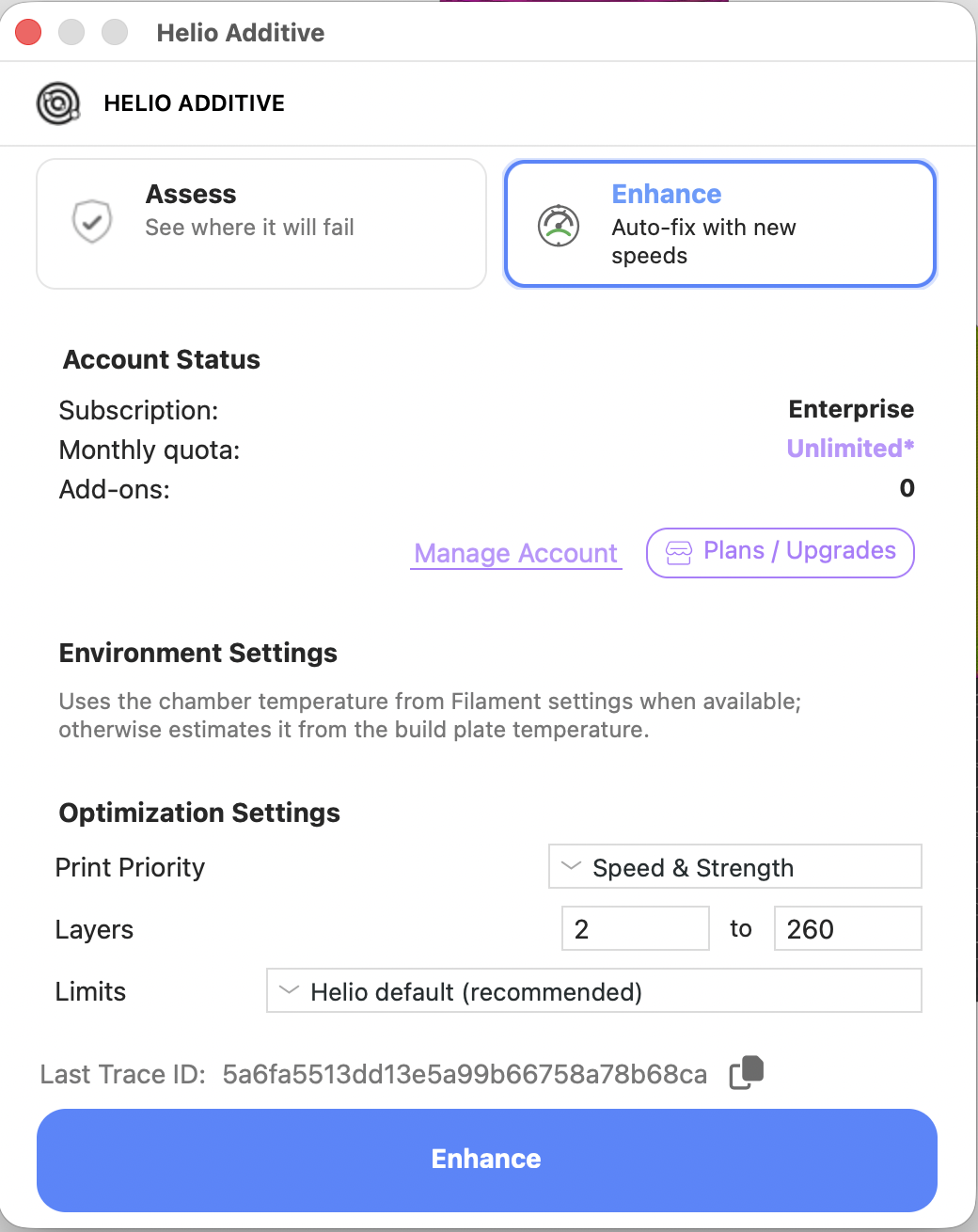
选择 “Preserve Surface finish” 保持外壁质量;“Speed & Strength” 最大化强度;“Enhance Surface Gloss” 打印更亮
更多优化设置,请参见 详细优化指南
¶ 4. 打印
为确保最佳打印质量,先将耗材干燥并放入干燥箱中(PETG-HF 吸湿)。
默认和优化打印均使用 Bambu Lab P1S 0.4mm 喷嘴,保证一致性并排除硬件差异。
¶ 5. 可视化对比
检查两个打印件,重点关注孔径和筋条细节,以验证 Helio 在高速下保持尺寸完整性。
¶ 📚 关键术语说明
¶ 🔗 层间结合 (Bonding)
层间结合指每层打印层之间粘附的牢固程度。结合差会导致零件脆弱。良好的结合是在前一层仍然温热时,新层充分熔融融合。
¶ 🔥 热质量指数 (TQI)
衡量打印温度是否接近最佳结合条件,范围 -100 到 +100:
- +100(红): 过热 — 易塌陷或过热缺陷
- -100(蓝): 过冷 — 层结合差,易开裂
- 0(绿): 最佳 — “黄金区”
💡 注意:绿越多 = 层间结合越好
¶ 📏 尺寸偏差
设计尺寸与实际打印尺寸的差异。
使用卡尺测量关键特征,如安装孔和配合面。
¶ 🕓 打印时间
打印机完成任务所需总时间。通常越快越好,但不能损害质量。
¶ 📊 结果概览
| 指标 | 原始 | 优化后 |
|---|---|---|
| 打印时间 | 1h 7min | 0h 44min (-34%) |
| 表面质量 | 无明显拉丝或翘曲 | 无明显拉丝或翘曲 |
| 尺寸偏差 | 外径: 0.21 mm 内径: 0.09 mm |
外径: 0.28 mm 内径: 0.19 mm |
¶ 📏 尺寸精度:关键测试
¶ 设计要求
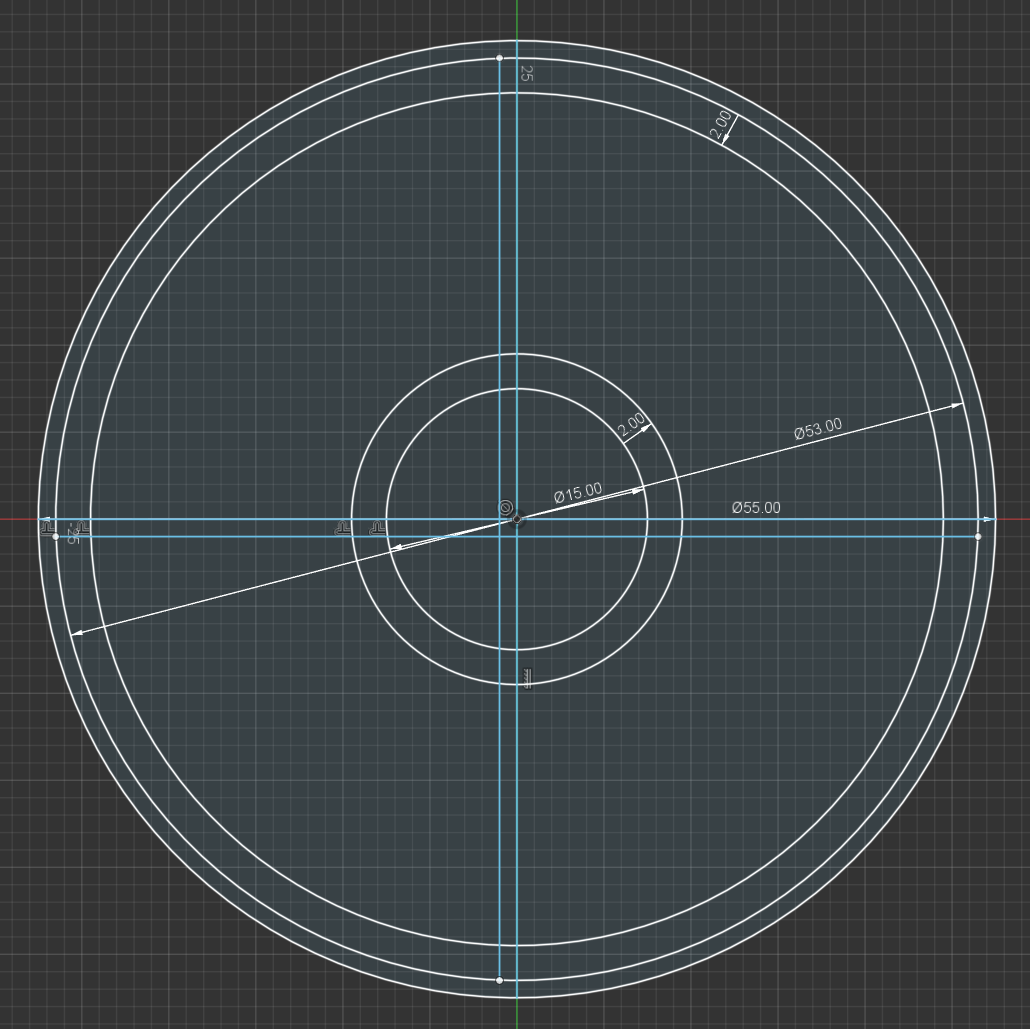
目标尺寸:内孔 ~53mm,安装槽 <15mm
¶ 测量结果
¶ 外径 (~53mm 目标)


¶ 内径 (<15mm 目标)


¶ 打印速度与时间 (提升 34%)
¶ 打印时间
¶ 打印速度
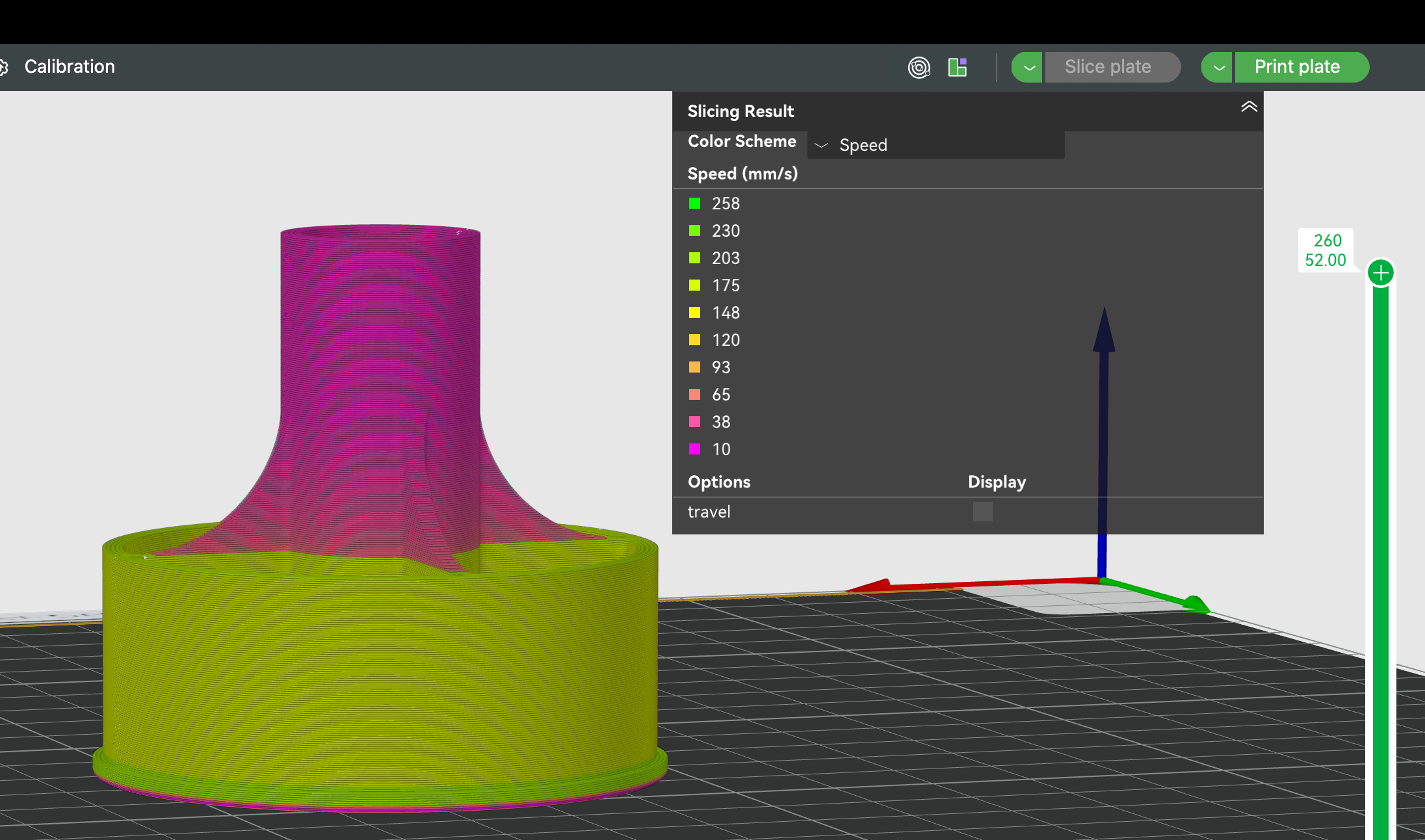
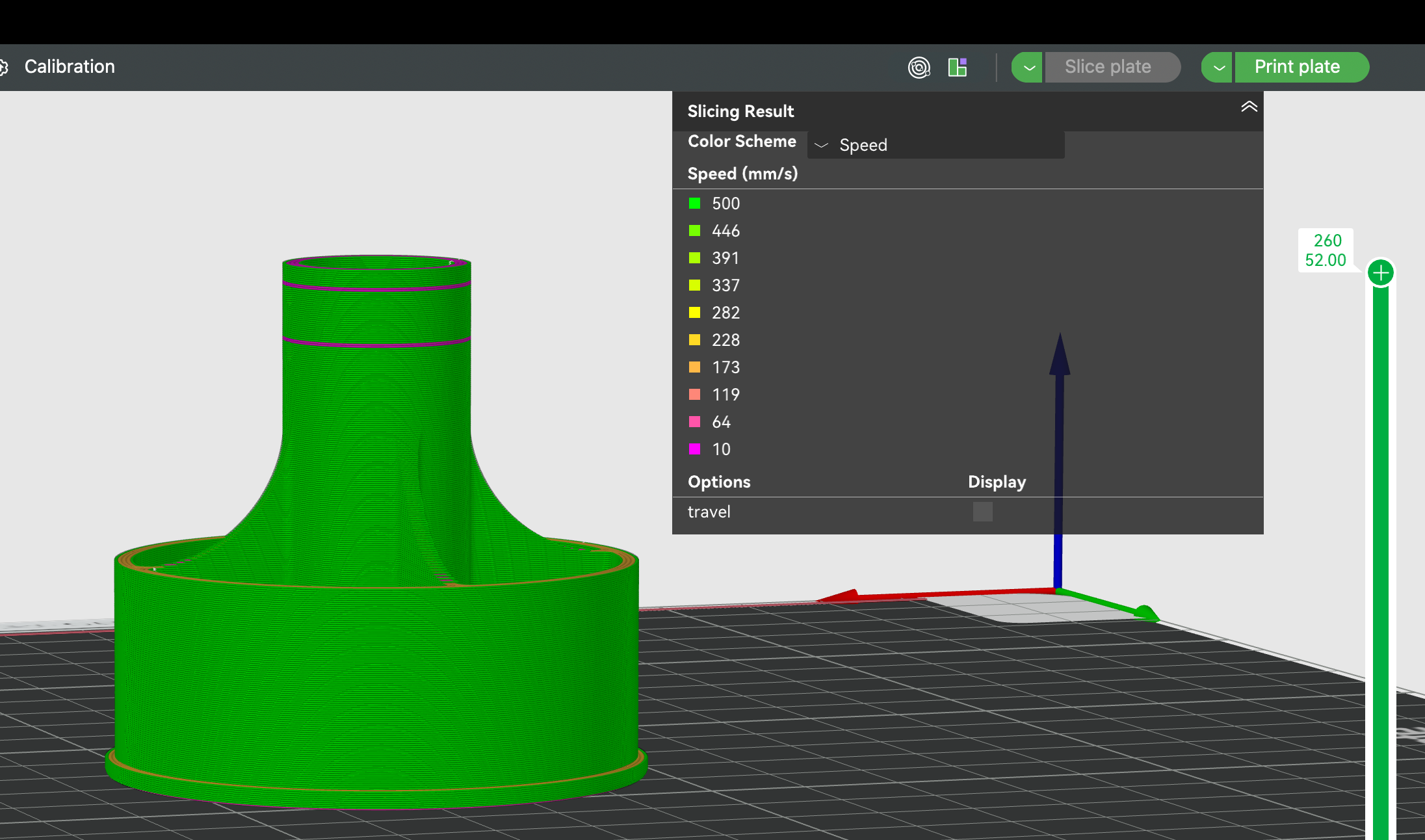
⚡ 在保持安装公差的前提下,打印时间节省 34%
¶ 热质量指数 (蓝=过冷, 红=过热, 绿=最佳结合)
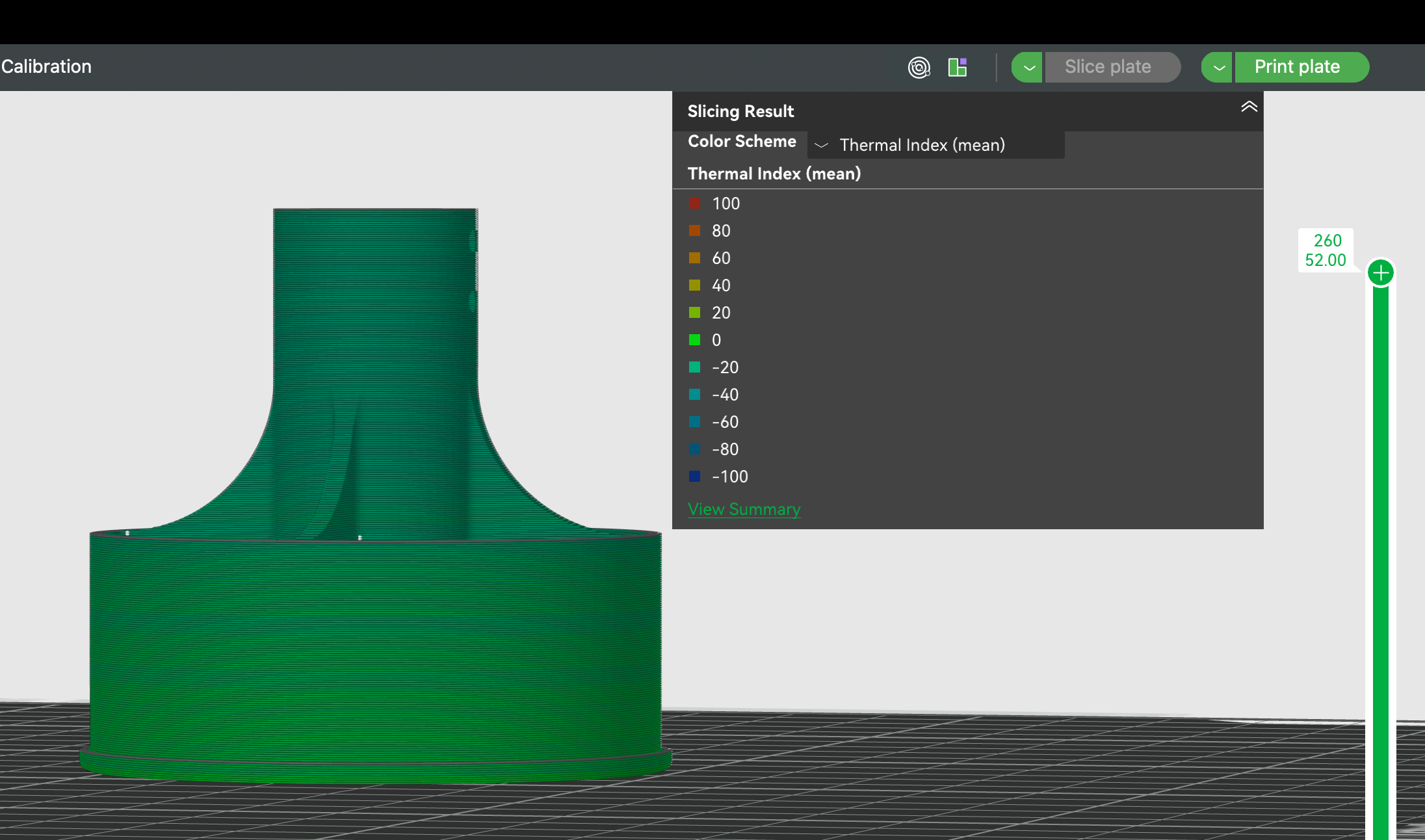
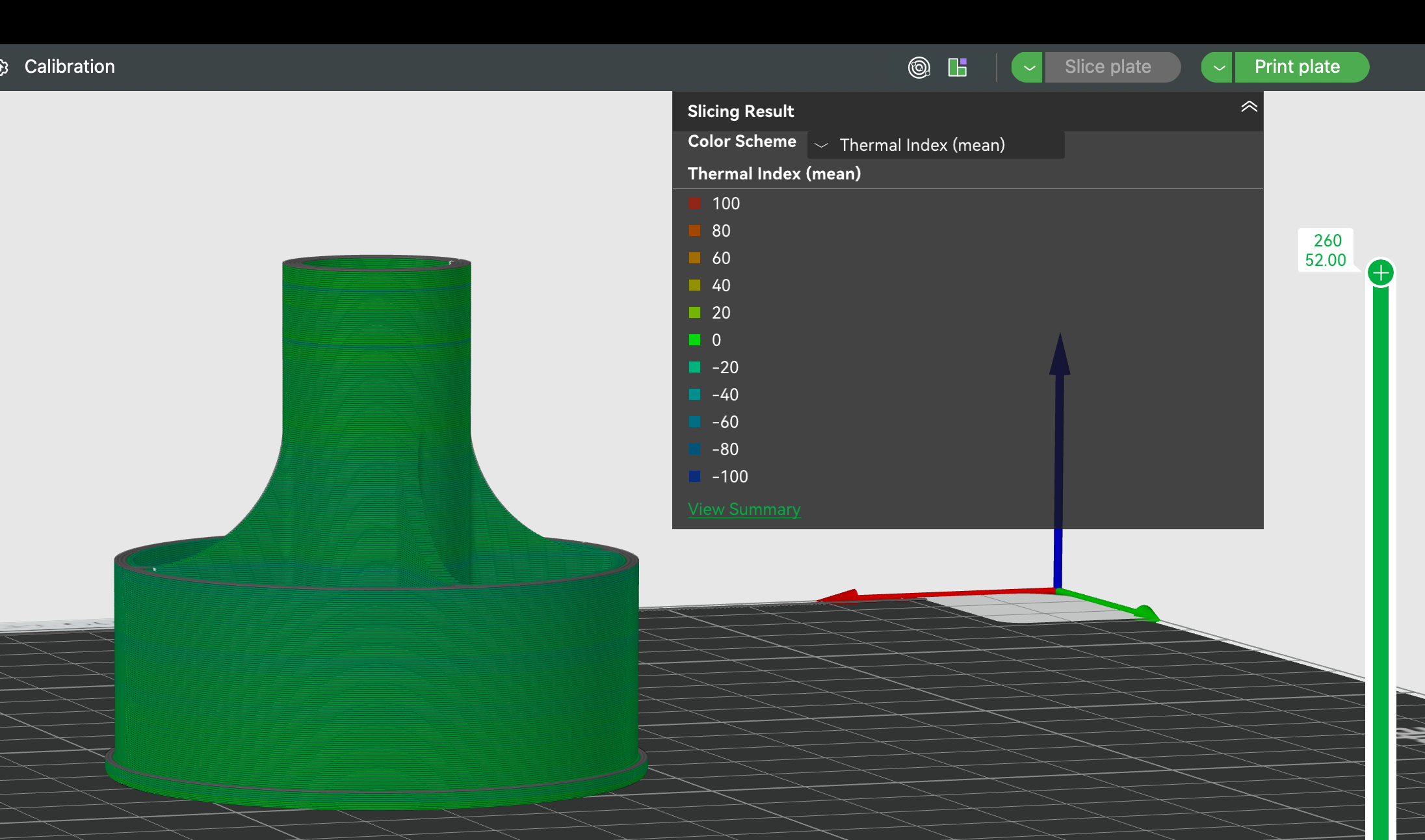
🧠 关键洞察:默认配置中上层过冷。优化后修正,允许高速打印同时保持适宜层结合温度。
¶ 📈 对 PETG-HF 的意义
PETG-HF 可快速打印,但缺乏热控可能导致:
- 尺寸问题(翘曲、收缩)
- 表面缺陷(拉丝、气泡)
- 浪费时间修复失败打印
Helio 热评估与增强可让你:
- ⚡ 比默认配置快 30–40%
- 📏 保持真实零件功能公差
- 🔥 通过热控避免常见 PETG 缺陷
- 🧠 利用物理优化消除速度/质量猜测
对于生产环境和功能零件,34% 的时间节省可立即回本,同时保持所需质量。
¶ 🧭 总结
打印功能性户外零件时,仅靠默认切片设置通常不足。
使用 Helio Additive 的评估与增强,你可以:
- 🔥 逐层提升热稳定性
- ⏱️ 在不牺牲质量前提下降低打印时间
- 🧠 生产 更坚固、可投入使用的零件
¶ 📂 测试文件
使用以下文件自行复现测试:
原始模型由 Sakiffi 分享,遵循 知识共享 BY-NC-SA 4.0 许可
可直接下载 这里,或如下:
- 📁 原始 .3mf 文件
- 📁 Helio 优化 .3mf 文件 (可查看优化后的 TQI 和打印效果)
✅ 请确保打印机状态良好,耗材已干燥以获得最佳打印效果
¶ 💬 需要帮助?
- 📧 联系支持团队
- 💬 加入 Discord