¶ 🔥 案例研究:使用 Helio 实现更强、更快的 3D 打印
借助 Helio Additive 的评估与增强工具,我们实现了:
- 💪 拉伸强度提升 65%(30.4 MPa → 50.3 MPa)
- ⚡ 打印时间缩短 40%(1h 43m → 1h 2m)
- 🌡️ 热条件从过冷转向最佳结合区间
- 🧠 关键洞察:冷却风扇影响层间结合 — 评估揭示问题
无需更换材料。无需更换硬件。仅仅是更智能的 G-code。
¶ 🔁 术语更新
Helio 的核心功能之前称为 Simulation(模拟) 和 Optimization(优化)。
为了更好地反映用户操作体验,这些功能已重命名:
Assess → 原 Simulation
(打印前分析热行为和打印条件)Enhance → 原 Optimization
(改善 G-code,实现更强、更优质和更快的打印)在本案例研究中,我们使用 当前术语:Assess 和 Enhance。
¶ 🧰 如何自己操作
- 在 Bambu Studio 中正常切片模型
- 使用 Helio 和 Bambu Studio 插件处理 G-code
- 查看热力图,必要时调整风扇或速度设置
- 打印更强的零件,同时更快!
¶ 🛠️ 使用 Helio 实现更强、更快的打印
我们测试了使用 Helio Additive 引擎 相比 Bambu Studio 默认切片设置对聚碳酸酯(PC)材料打印性能的提升效果。
本报告解释了测试内容、结果含义以及为什么重要 — 用简单语言呈现,易于理解。
¶ 🧪 测试内容
我们打印并测试了 标准拉伸测试件,采用两种方法:
- 使用 Bambu Lab 默认 PC 设置
- 使用 Helio 增强 G-code
然后比较:
- 打印件强度(拉伸强度)
- 每次打印所需时间(打印时间)
- 打印过程的温度控制效果(热指数)
¶ 🔍 什么是拉伸测试?
拉伸测试 用于检测零件在断裂前可以承受的拉力。
我们使用标准化测试件 ISO 527-2 1A 拉伸条,高度缩放 50%。这些样件在机械拉伸测试机中拉伸至断裂,并记录 拉伸强度(MPa,兆帕)。


¶ 🧪 测试件打印方式
为确保五个测试样件一致打印:
🧵 逐个依次打印。
保证每个零件从相同位置开始,使用相同路径和冷却条件。
这样避免了因零件排列或打印顺序导致的差异,确保强度变化来自 G-code 优化,而非环境或随机因素。
¶ 📚 关键术语说明
¶ 🔗 层间结合
层间结合是指 每层打印材料与上一层的粘附程度。结合不良会导致零件脆弱。良好的结合发生在新层在上一层仍然温热时融入其中。
¶ 🔥 热指数
热指数帮助理解 打印温度与理想结合条件的接近程度。
热指数范围 +100 至 -100:
- +100(红色):过热 — 可能塌陷或过热缺陷
- -100(蓝色):过冷 — 结合弱,易开裂
- 0(绿色):最佳 — “黄金区”,性能最佳
¶ 🧪 拉伸强度(MPa)
表示 零件在拉伸时的强度。MPa 越高,打印件越强。
¶ 🕓 打印时间
完成整个打印所需的总时间。通常越快越好 — 前提是不影响质量。
¶ ⚙️ 什么是 Helio?
Bambu Studio 中的 Helio 插件 是 Helio Additive 的产品,能够 在打印前评估并增强 G-code。
它可以:
- 分层调整打印速度以改善层间结合、降低热应力
- 分析温度对打印质量的影响
- 找出最快打印方式 同时不损失强度
🧠 Helio 不会盲目优化 — 使用 基于物理的评估 预测零件实时加热和冷却行为
📌 当前功能:
- 自动速度优化以提升强度和缩短时间
- 热评估与可操作建议
- 可手动根据建议调整风扇
📌 即将推出:
- 自动风扇速度优化
¶ 🌀 评估的威力:打印前发现问题
挑战: 聚碳酸酯冷却过快容易层间结合不良。但如何在打印前知道 你的零件 是否冷却过快,而不浪费时间打印弱零件?
解决方案: Helio Assess 工具在打印前分析热行为,揭示切片器中看不到的问题。
¶ 评估结果
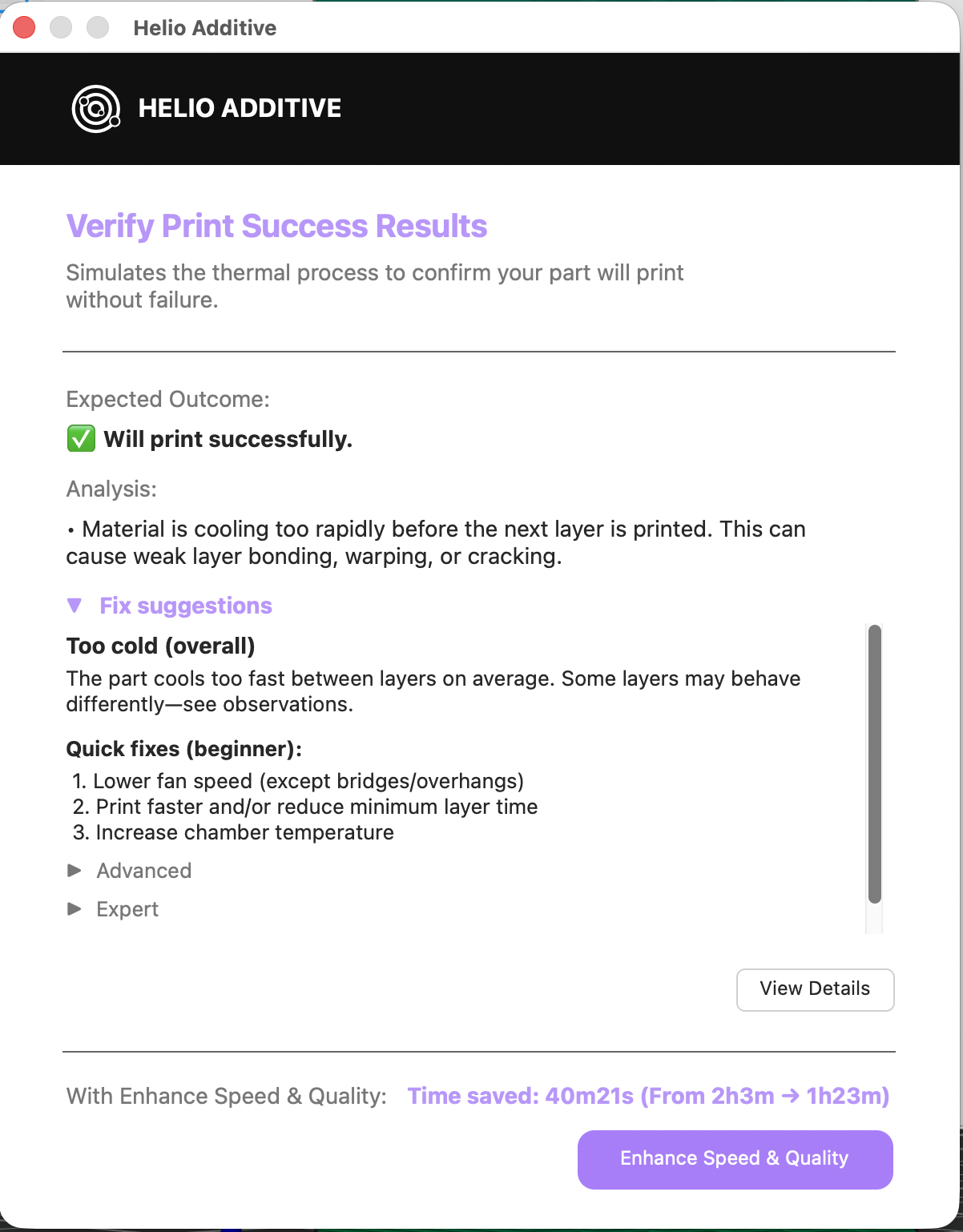
评估发现过冷问题,特别建议禁用部分冷却风扇
默认 G-code 评估显示:
- 问题: 下一层沉积前冷却过快
- 根因: 部分冷却风扇导致过多热量流失
- 影响: 层间结合差,零件易剥离
- 建议: 对该材料/几何组合禁用部分冷却风扇
¶ 按评估建议操作
基于洞察,我们:
- 按建议禁用部分冷却风扇
- 运行 Helio Enhance 优化打印速度
- 打印测试样件并测量拉伸强度
¶ ✅ 结果汇总
| 指标 | 默认设置 | Helio 增强 |
|---|---|---|
| 平均强度 | 30.42 MPa | 50.28 MPa (+65%) |
| 打印时间 | 1h 43min | 1h 2min (-40%) |
| 热质量 | 大部分过冷 | 处于最佳结合范围 |
¶ 📈 效果可视化
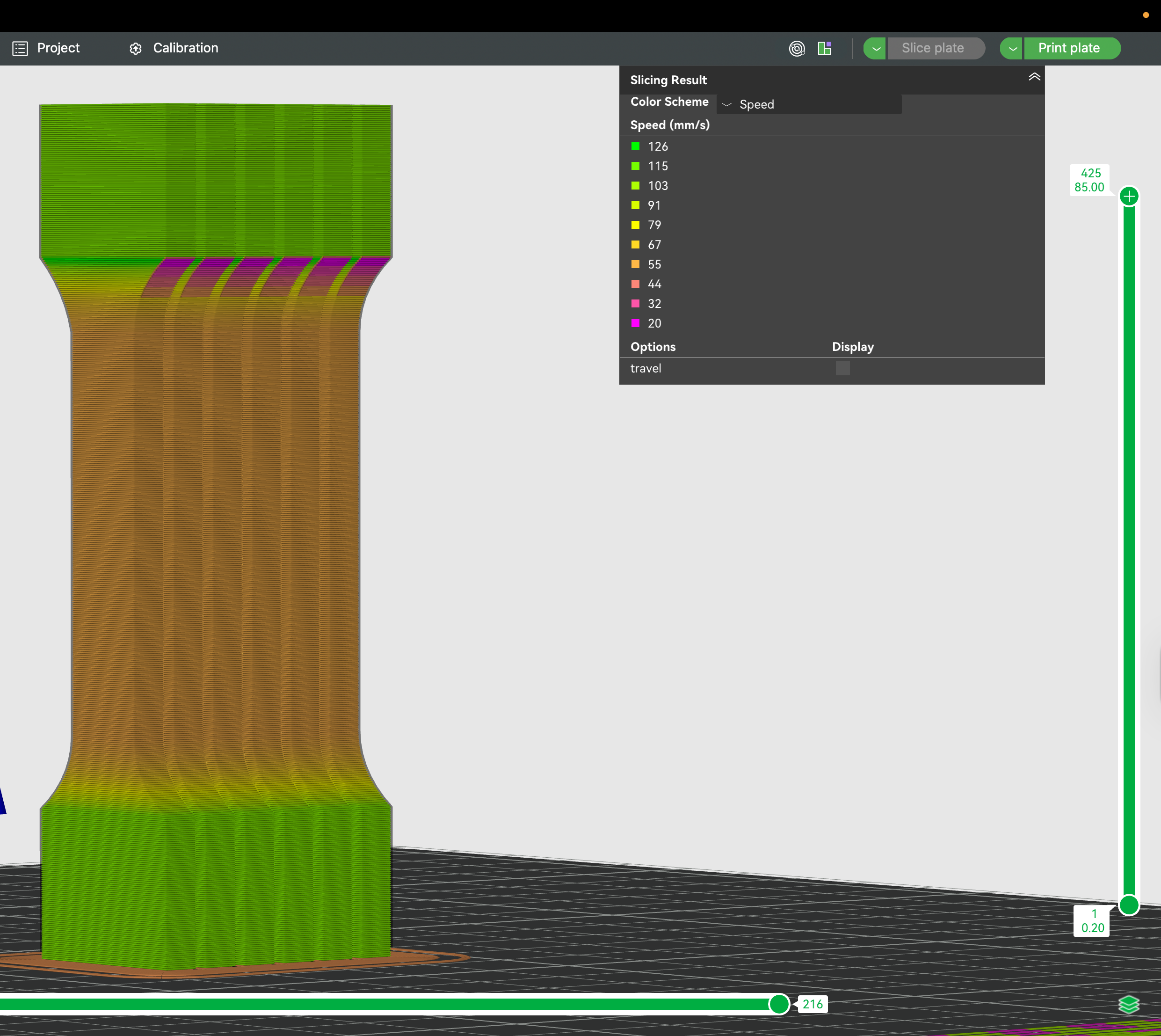
¶ 热质量对比(红 = 过热,蓝 = 过冷,绿 = 最佳结合)
¶ 默认设置:评估结果
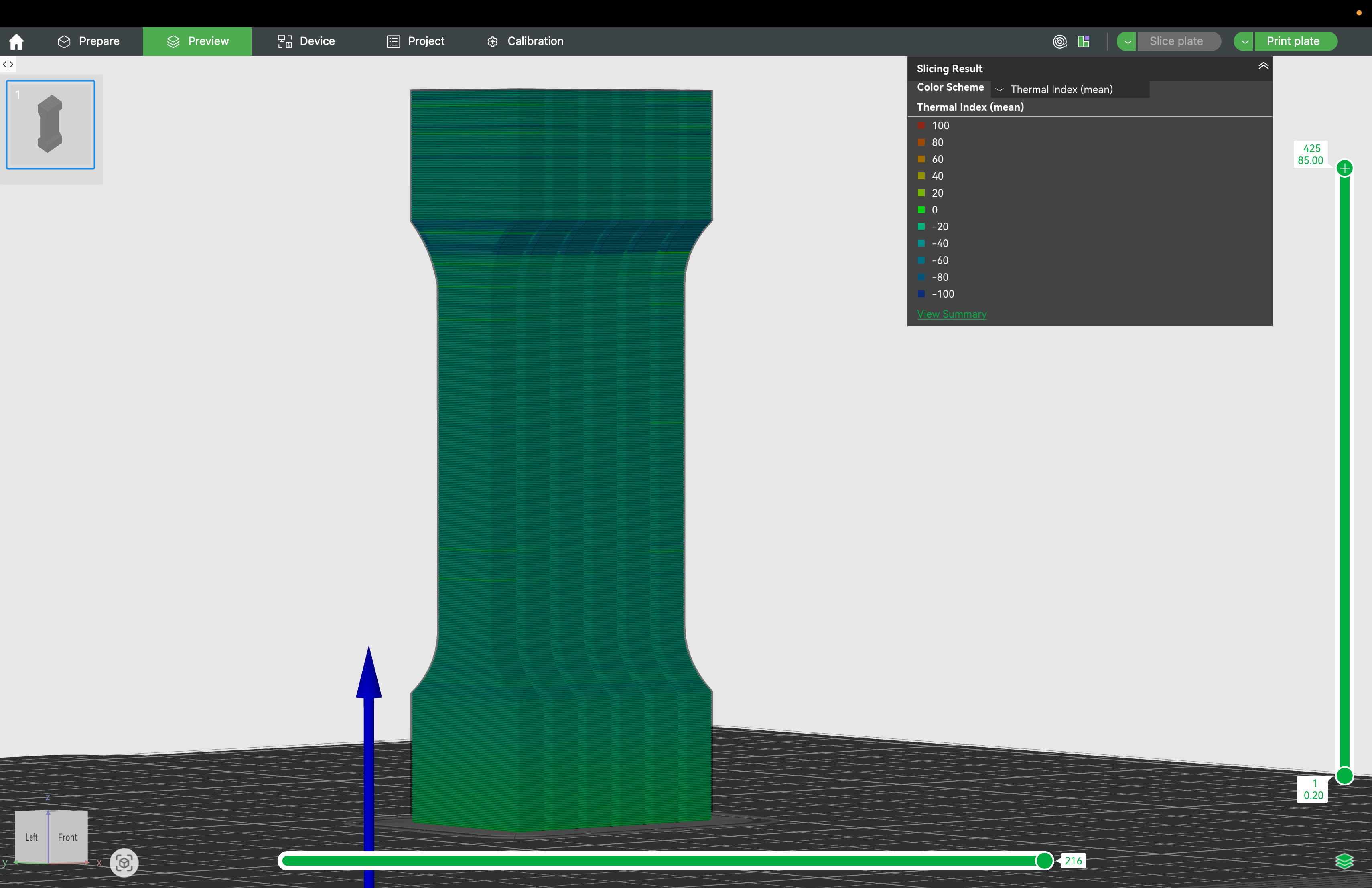
默认设置显示明显过冷(蓝色区域),尤其是上层,风扇阻碍了适宜结合温度
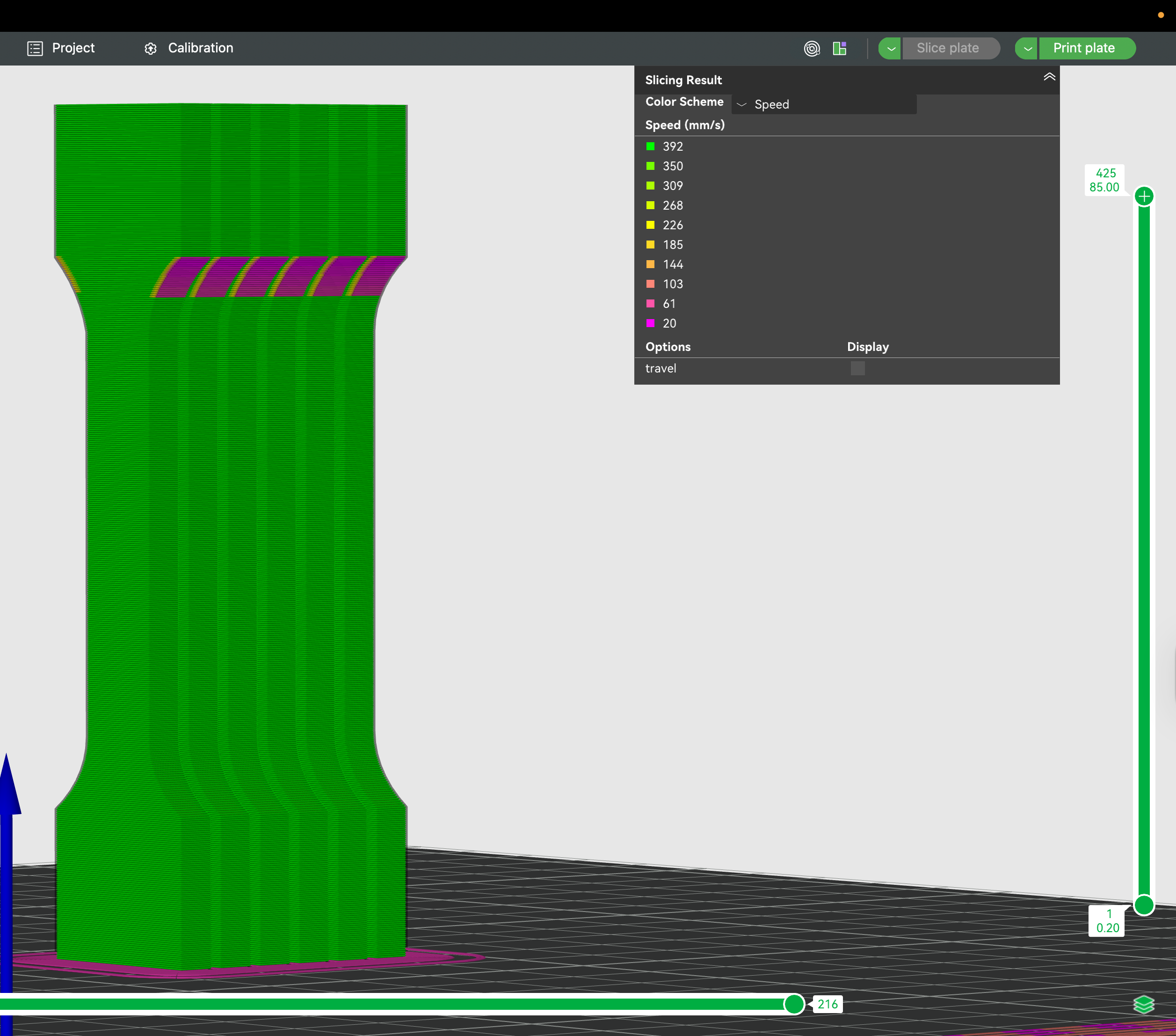
¶ 增强(按评估建议,禁用风扇)
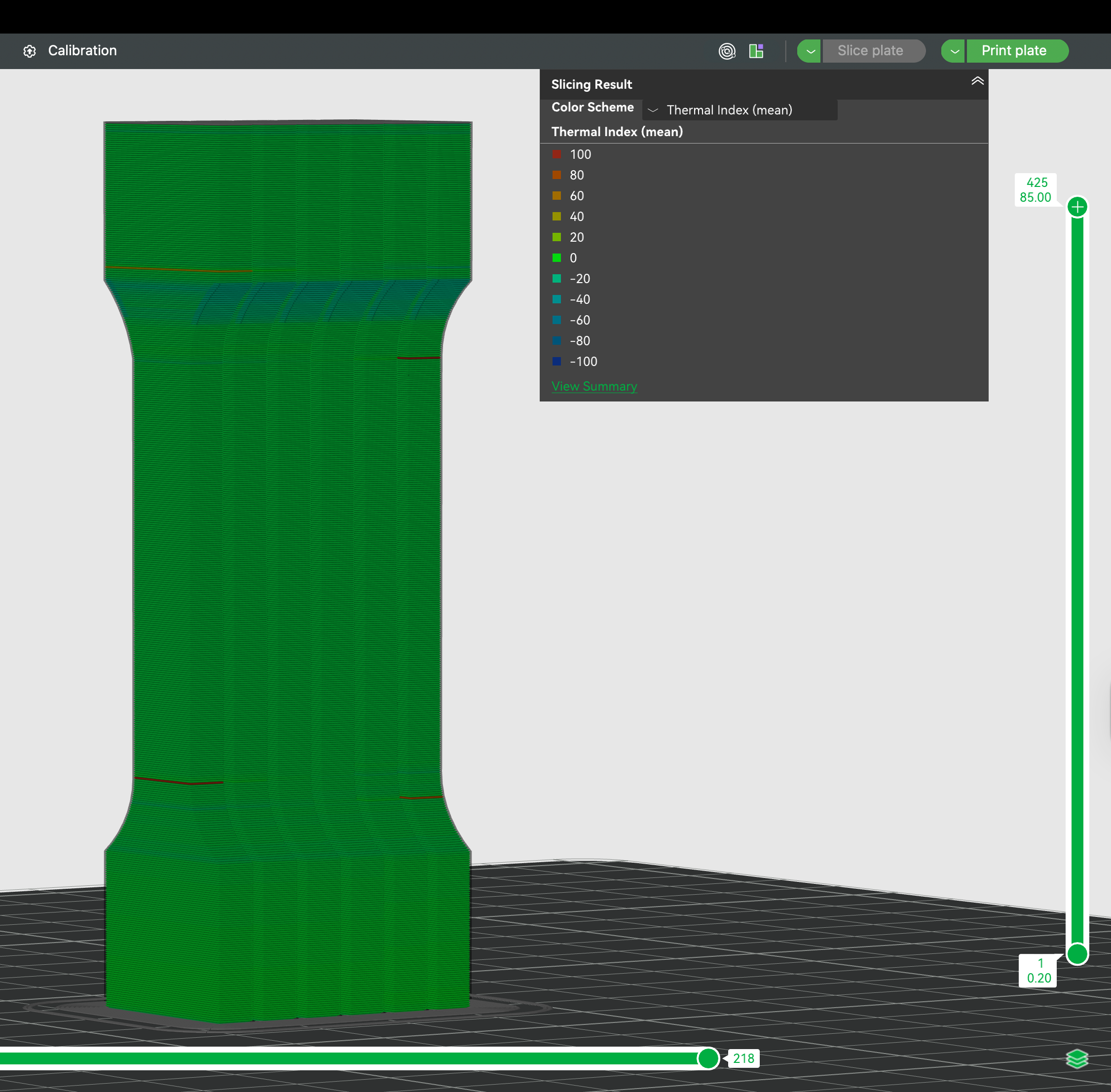
禁用风扇(按评估)并通过 Enhance 优化速度,打印全过程热条件保持在最佳结合范围
¶ 🧪 各样件强度结果
每个零件打印、测试并记录结果:
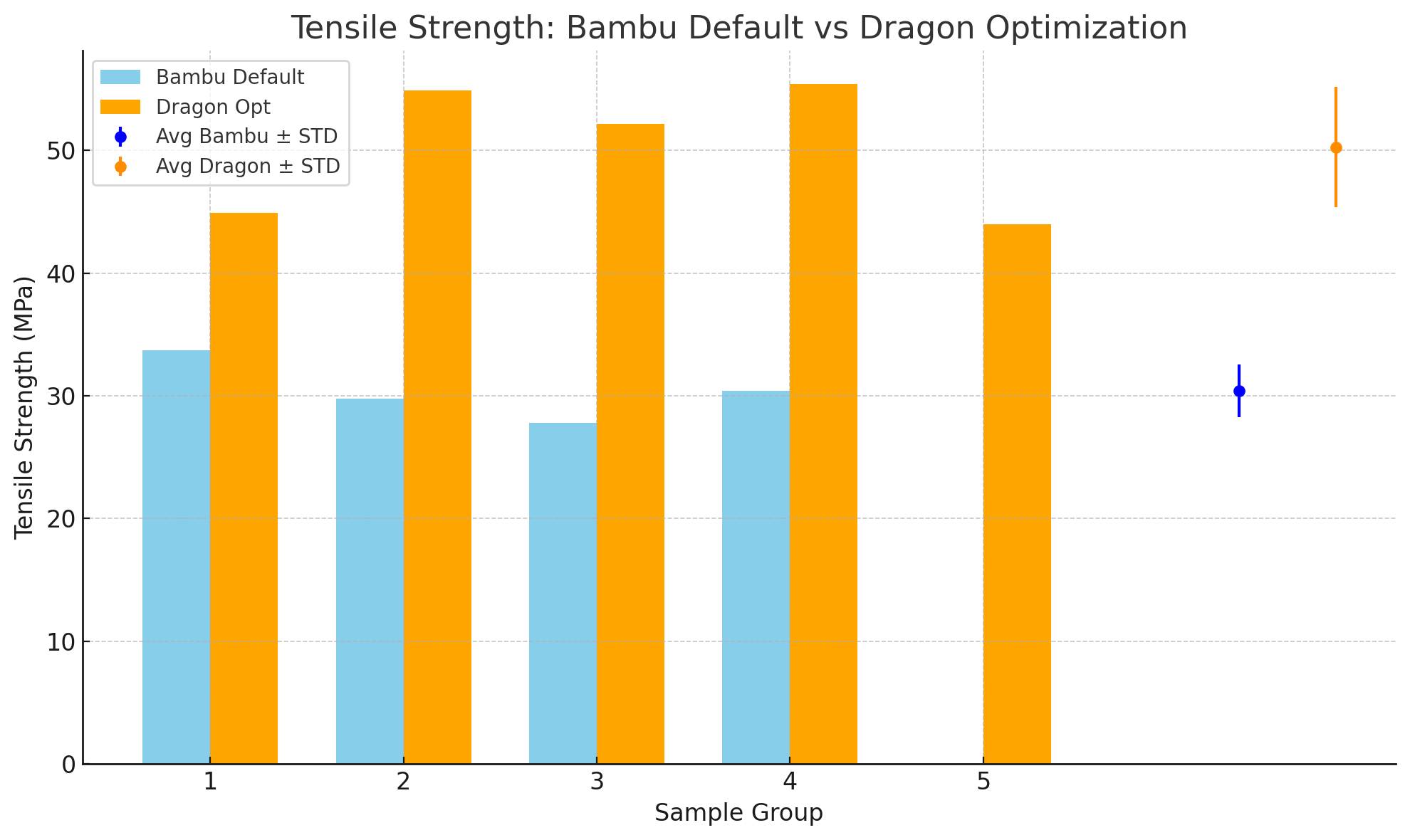
| 样件 | Bambu 默认 (MPa) | Helio 增强 (MPa) |
|---|---|---|
| #1 | 33.7 | 44.9 |
| #2 | 29.77 | 54.9 |
| #3 | 27.79 | 52.2 |
| #4 | 30.42 | 55.4 |
| #5 | — | 44.0 |
🟠 Helio 优化后的零件在所有测试中 强度均提高。
🧠 关键洞察: 若不进行评估,我们会按标准做法开启风扇打印,产生弱零件。评估在浪费时间和材料前发现了热问题。
¶ 🕒 打印时间对比
Helio 不仅提高了强度,还加快了打印速度:
- 优化前: 1 小时 43 分
- 优化后: 1 小时 2 分
✅ 打印时间减少 40%
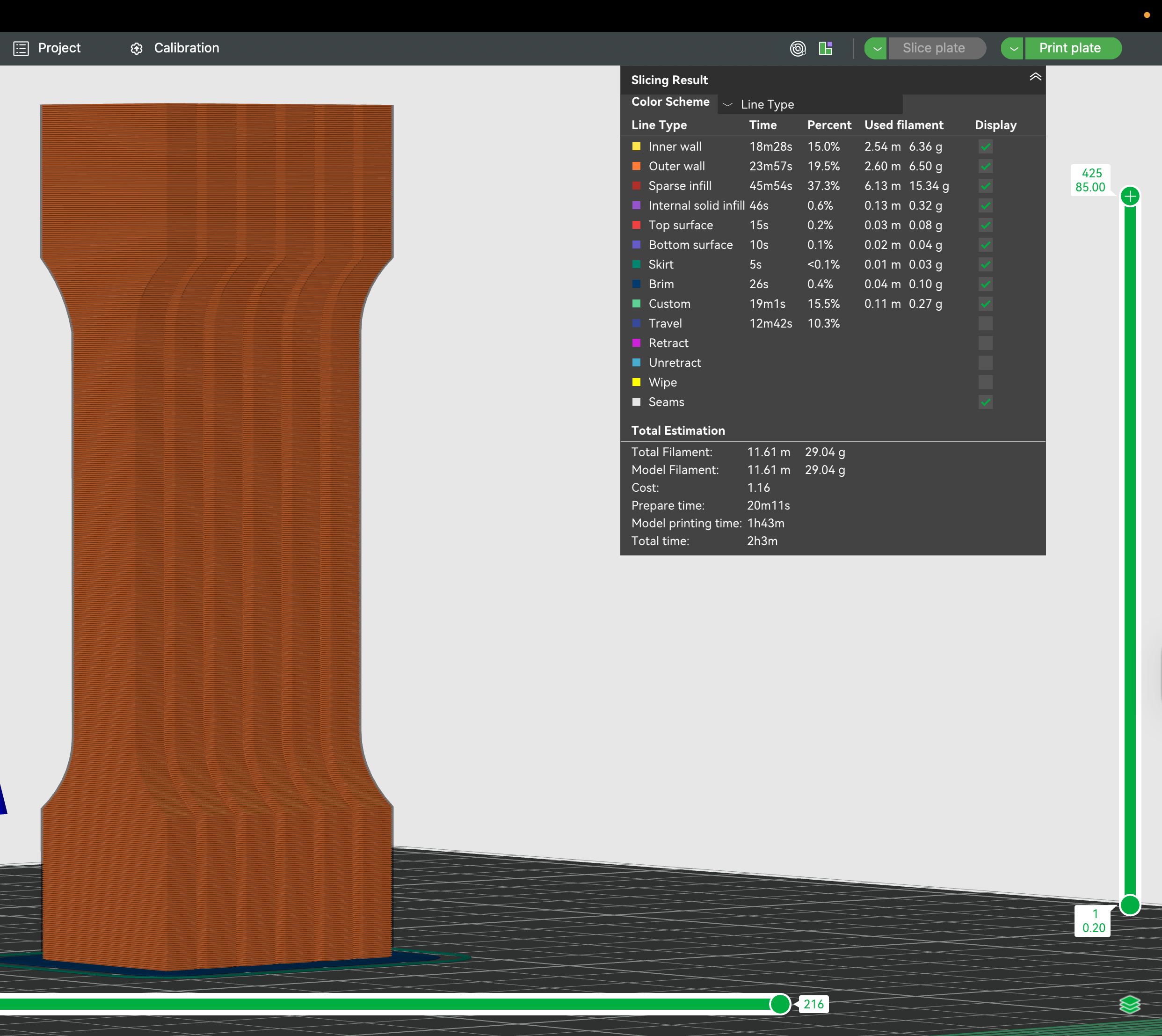
¶ ⏳ 优化前
优化前(1h 43min):
¶ ⚡ 优化后
优化后(1h 2min):
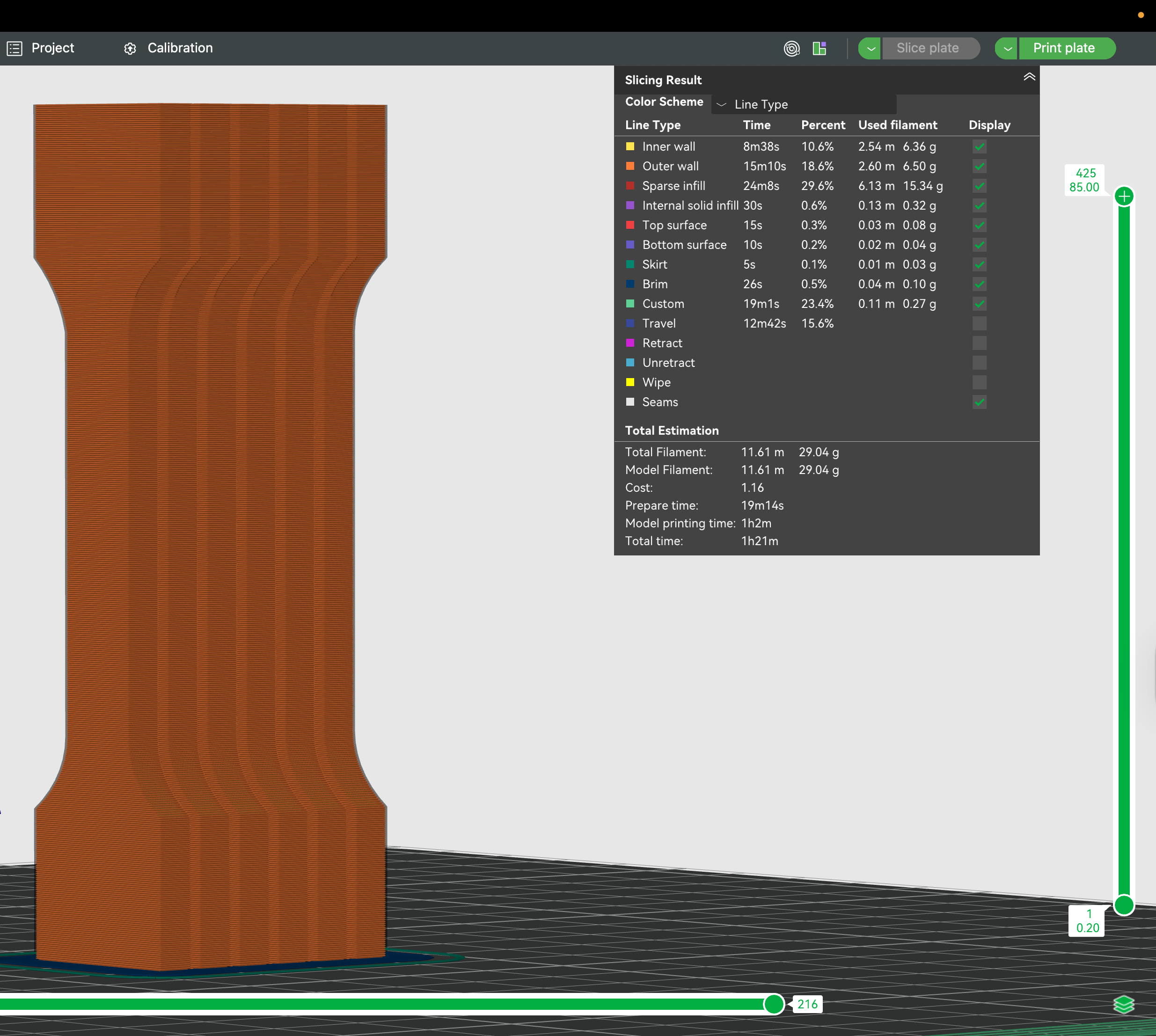
Helio 的实现方法是 尽可能加快打印速度,同时在需要时 放慢以获得更好的层间结合。
¶ 🧠 总结
如果你打印的零件需要强度(支架、工具、功能件),不要仅依赖默认切片器设置。
使用 Helio Additive 的评估与增强工具,你可以:
- 🔥 分层提升热质量
- 💪 提升零件强度 50–65%
- ⏱️ 缩短打印时间而不损失质量
- 🧠 根据真实数据做出更优决策(如风扇使用)
需要帮助解读热力图或打印数据?
联系 Helio Additive 团队 — 我们随时为你提供支持。