¶ ⚠️ 重要警告
Helio 优化功能要求您的打印机处于良好工作状态:
- 打印机必须维护良好、未经改装(例如未加装 AMS 升降架或移除顶部玻璃盖),且已正确校准。
- 打印平台必须干净(无油脂、灰尘或残留物)。请使用适合耗材的打印平台。Bambu PEI 平台适用于大多数耗材;PC/PA 材料通常需要涂抹胶水。
- 耗材必须干燥——受潮耗材会导致挤出异常和层间结合不良。
- 禁用任何会增加层间延迟的功能(例如延时摄影、暂停)——否则优化后的 G-code 将失效。
- 在预览中检查 G-code 并在打印前确认更改。Helio 仅调整您的打印速度。腔体、喷嘴和热床温度由您的耗材设置决定。
- 增强功能以提升强度和减少翘曲为目标,可能会对外观有所影响。您可以参考本手册中的建议进行平衡调整。
¶ 📖 用户手册 — OrcaSlicer 中的 Helio 增强功能
初次使用?快速入门指南提供 60 秒的操作说明。本页面为权威参考文档。
¶ 目录
¶ Helio 的功能
Helio 通过基于物理的热仿真对切片后的 G-code 进行修改:
- 根据您的耗材配置(喷嘴、热床、腔体、冷却)进行仿真。
- 调整层时间,使体素保持在材料的结合窗口内,从而提升零件强度。
- 逐层调整速度,以减少残余应力和翘曲。
- 从第 2 层开始进行优化(第一层保留用于粘附调整)。
- 专注于层间结合强度;外观可单独进行平衡调整。
- 不会更改喷嘴/热床/腔体温度、挤出宽度/高度或风扇配置;这些参数保留在您的切片软件中。
¶ 快速入门要点(含原理说明)
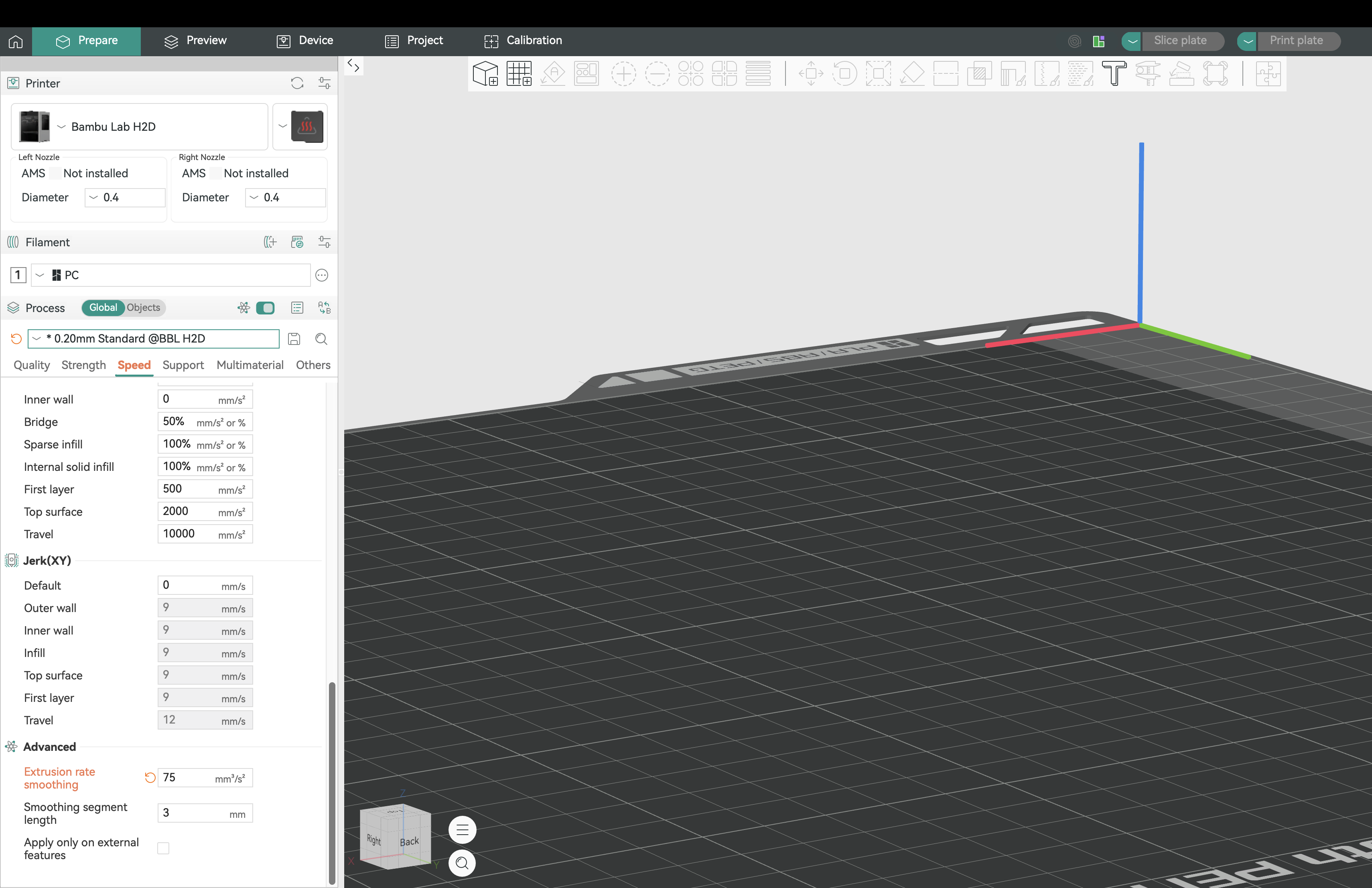
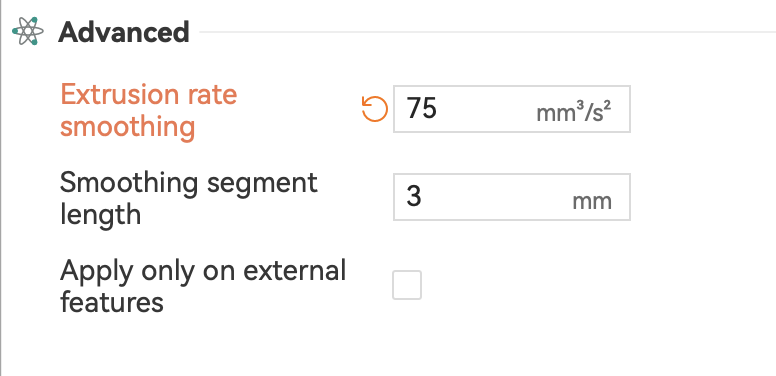
1. 设置挤出速率平滑系数 = 75
(速度 → 高级 → 挤出速率平滑)
较低的数值可在 Helio 调整速度时产生更平滑、更渐进的速度过渡。
原理:Helio 根据热物理对整个打印路径的速度进行优化。这些速度变化会在特征边界处产生突变的体积流量变化,可能引发压力伪影。ERS 限制流量变化速率,将每次过渡分散到更长的距离上,为挤出机稳定提供时间。
同时设置:风扇加速时间 = 2 秒 (冷却 → 风扇 → 风扇加速时间)
2. 保留桥接和悬空的默认设置
Helio 不会重新调整这些参数。保留切片软件的默认值或您已验证有效的设置。
原理:桥接/悬空是边缘情况,在这些区域提速可能导致特征坍塌。保留经过验证的设置,Helio 就能在不影响这些敏感区域的前提下安全地优化整体时序。
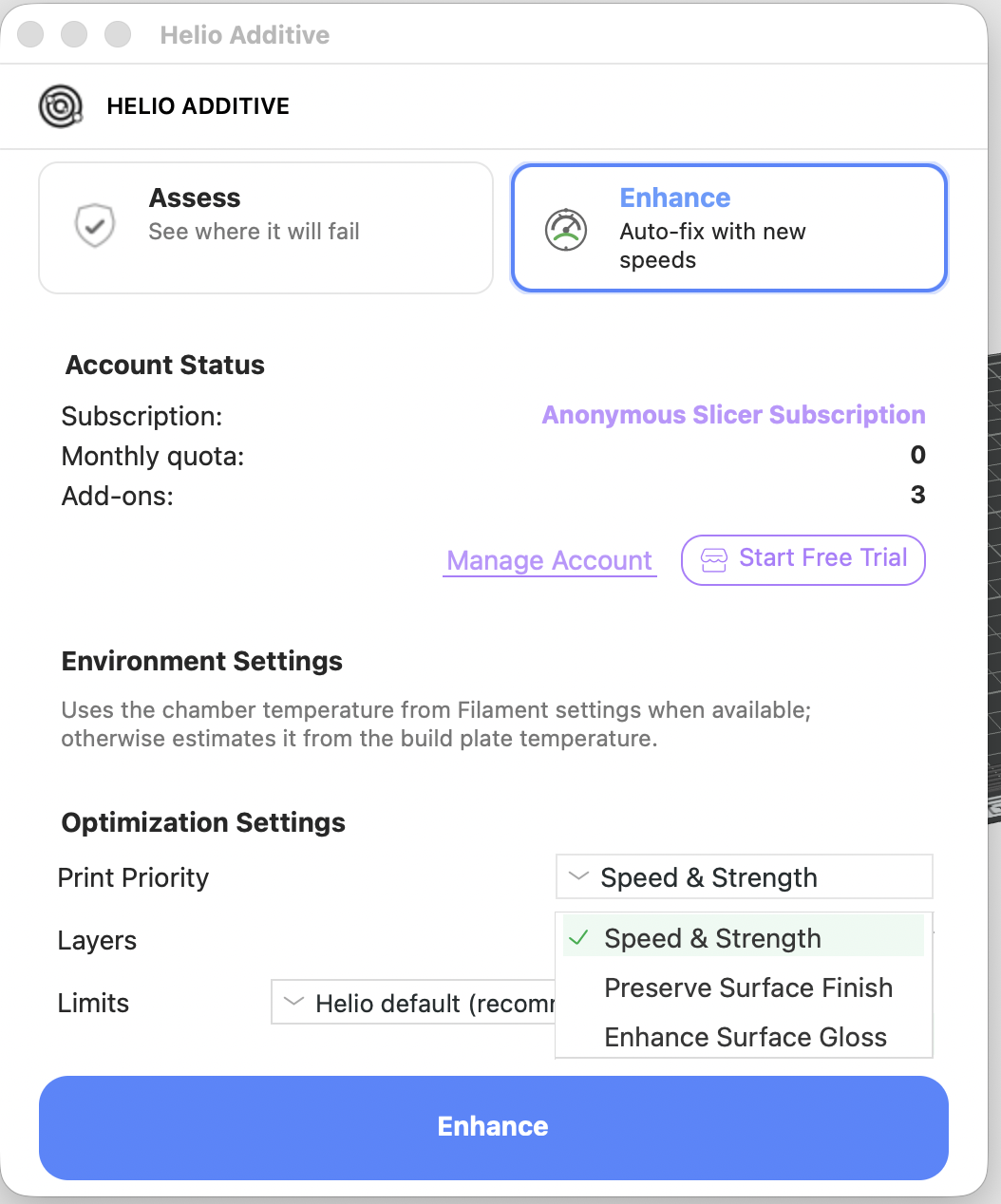
3. 切片 → Helio 操作 → 增强
原理:增强功能通过多次仿真,在遵守流量上限的同时,找到使每层保持在结合窗口内的速度方案。
4. 打印优先级
在 Helio 对话框中,选择:
- 速度与强度 — 最大化层间结合和机械强度
- 保留表面光洁度 — 优先保持切片软件原有的表面质量
- 增强表面光泽 — 提供最佳视觉效果 (适用于特定耗材,如 PLA Silk+)
原理: Helio 通过调整打印速度来调节挤出温度。将此控制应用于外壁可能会引入影响表面外观的小幅速度变化。
使用保留表面光洁度可维持切片软件调校的表面效果,使用增强表面光泽可进一步改善视觉效果,或使用速度与强度允许对整个对象进行温度驱动的速度校正,以获得更均匀的结合效果。
5. 确认并等待优化完成。
6. 检查摘要和预览中的 G-code,核实调整后的速度、层时间等参数,确认无误后开始打印。
原理:预览功能让您在提交耗材之前,验证速度渐变和层时间变化是否符合预期或以往经验。
¶ 运行模式
注意:对于层高低于 0.2 mm 和不受支持的耗材,仅支持切片软件默认模式。在所有模式下,您均可选择打印优先级,并将优化限制在特定层范围内(例如仅针对烟囱、针尖等区域)。
¶ Helio 默认模式(推荐)
- 在提升速度的同时兼顾结合强度。
- 用户输入最少。
¶ 切片软件默认模式
- 您可以覆盖限制参数:最大体积流量(mm³/s)和各特征速度上限。
- 以切片软件自身默认值为起点(通常较为保守);可根据需要向上或向下调整。
适合使用切片软件默认模式的情况:
- 您已了解耗材的实际流量上限(例如通过流量塔和温度塔校准获得)。
- 您使用的是高流量喷嘴,可实现高于标准的流量。
¶ 关键切片参数(优化前)
¶ 平滑系数
控制 Helio 更改速度时的速度渐变平滑程度。
推荐值:0.2。
原理:更平缓的渐变可减少 Helio 调速时产生的振纹/过冲。
¶ 外壁优先 vs. 填充优先
- 外壁优先 → 最佳外观(表面更清晰)。
- 填充优先 → 更适合极端悬空/桥接。
原理:先打印外壁可在内部热量影响轮廓之前锁定表面效果;先打印填充则为复杂跨度提供略多的支撑/热质量。
¶ 冷却/风扇
保留您的已知有效冷却配置。Helio 不更改风扇曲线。
对于低玻璃化转变温度(Tg)耗材(PLA/PETG),设置风扇预启动时间 = 2 秒(耗材 → 冷却)。
原理:当 Helio 提升速度时,分段时间缩短。预启动风扇可确保其在精细区域打印前达到目标转速,避免冷却不足或温度峰值。
¶ 特殊情况:无受控腔体(仅热床加热)
如果您的腔体仅依靠热床自然升温,请将每次打印任务视为从冷态开始。两次打印之间应通风散热。
原理:稳定的初始条件使 Helio 的热预测更准确、更具可重复性。
¶ 耗材专项指导
¶ 低玻璃化转变温度(Tg)耗材(PLA、PETG)
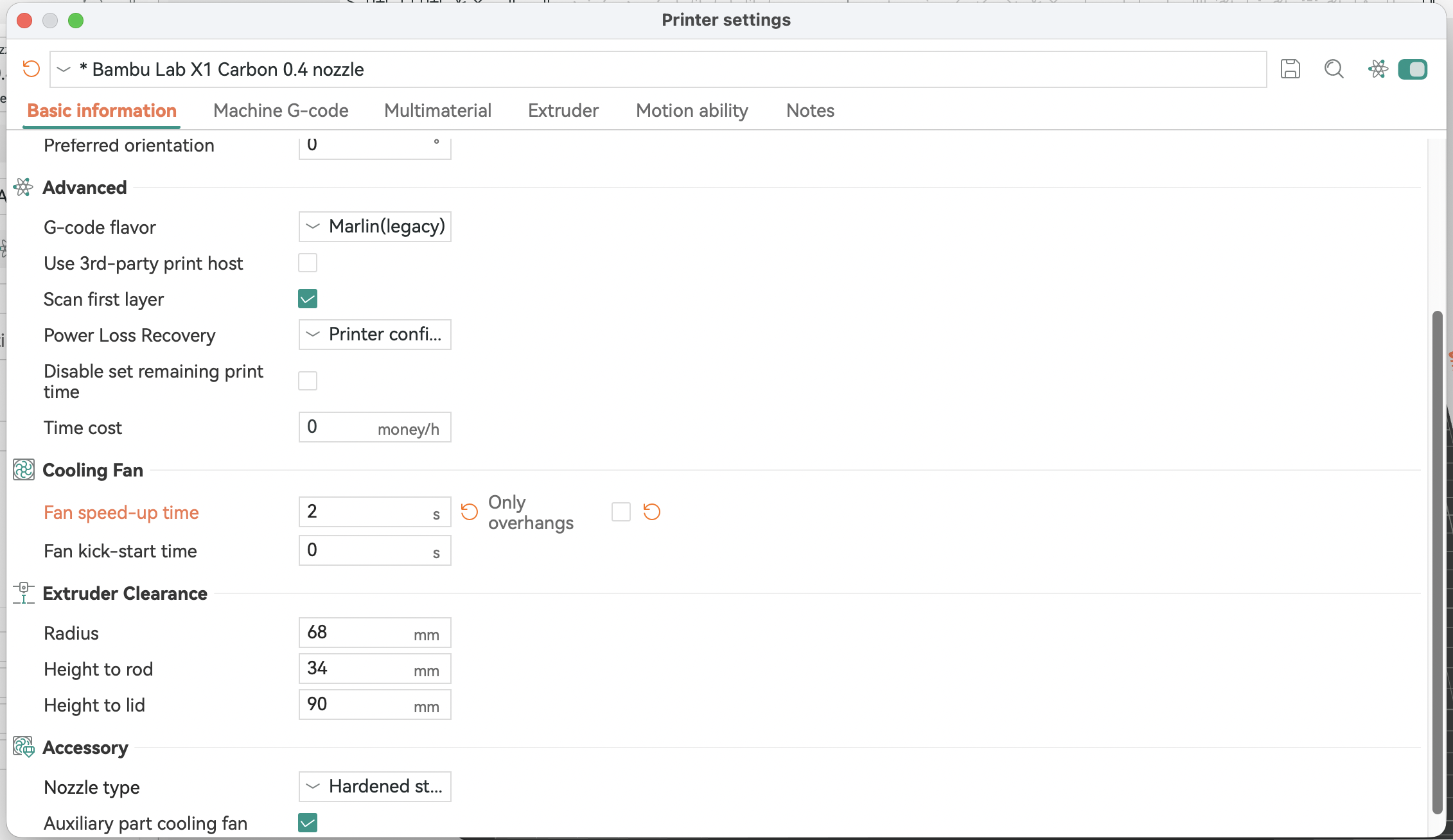
1. 打印机设置 → 基本信息 → 冷却风扇 → 风扇加速时间 = 2 秒
取消勾选"仅悬空处"。确保风扇在整个打印过程中任何精细区域打印前均已启动,而不仅限于悬空处。
原理:Helio 可能会提升速度,缩短停留时间。预启动可避免风扇响应滞后于请求转速,否则可能导致小特征软化或尖锐角变圆。

2. 保留所有其他默认设置(例如风扇配置)。
原理:您的切片软件配置文件已针对防止 PLA/PETG 在小特征上变形进行了调校。Helio 专注于时序调整,不会更改风扇曲线。
3. 切片 → Helio → 增强 → 确认 → 打印。
¶ 高玻璃化转变温度(Tg)耗材(PC、ABS/ASA、PA)
1. 热床温度 = 推荐最高值。
2. 腔体温度 = 最高值(如支持)。
3. 喷嘴温度 = 推荐范围上限(或依据温度塔结果设定)。
原理:更高的基础温度可拓宽结合窗口并减小热梯度 → 降低残余应力/翘曲。Helio 管理速度/层时间;热环境由您来设置。
4. 切片 → Helio → 增强 → 确认 → 打印。
¶ 性能、范围与限制
¶ ⚡ 性能说明
增强功能比评估功能耗时更长,因为需要运行多次仿真以找到最优方案:
- 如果优化失败或您中途停止,您的配额将被退还。
- 参考时间:体积不超过构建平台一半的零件可在合理时间内完成优化。
- 较大的零件 → 在切片软件中设置最短层时间,并仅运行评估。
已知限制
- 换料和长时间暂停会中断热连续性。
- 延时摄影会干扰层时序。
- 不支持非标准切片软件修改。
- 特殊耗材可能无法匹配上述上限(请使用切片软件默认模式设置安全上限)。
¶ 最佳实践
- ✅ 每次打印前清洁打印平台。
- ✅ 保持耗材干燥(使用干燥盒或预干燥)。
- ✅ 高 Tg 耗材打印时关闭腔盖。
- ✅ 检查风扇/过滤器以确保气流稳定。
- ✅ 保持固件和切片软件为最新版本。
- ✅ 打印前务必在预览中检查 G-code。
¶ 不适合使用增强功能的情况
- 层时间自然稳定的大型均匀零件。
- 占满整个构建体积的零件(建议仅使用评估功能)。
- 必须包含长时间暂停或延时摄影的打印任务。
¶ 故障排查
- 使用打印调试流程图进行逐步诊断。
- 检查重要警告中的前提条件是否均已满足。
- 如果速度上限看起来过低或过高,请核实上限设置(Helio 模式 vs. 切片软件默认模式)以及您的喷嘴直径/层高假设。
- 如果外表面效果不符合预期,请尝试切换打印优先级,和/或在切片软件中切换为外壁优先。
¶ 术语表
- 结合窗口:相邻层能够良好熔合的温度/时间范围。
- 层时间:在特定区域连续两次走线之间的时间;时间越短,通常意味着该层温度越高。
- 体积流量(mm³/s):每秒挤出的体积;在给定喷嘴/线条几何形状下决定速度上限。
- 热连续性:加热/冷却过程中无意外延迟(如暂停、延时摄影)的假设前提。
¶ ✔️ 温馨提示
Helio 增强功能旨在通过管理层时间和热历史来减少翘曲并提升强度。 外观可能会略有变化;您可以使用上述选项在强度与表面效果之间进行平衡。 打印前请务必在预览中检查 G-code。