¶ ⚠️ 重要警告
Helio 优化要求您的打印机处于良好工作状态:
- 打印机必须维护良好,未进行改装(例如未安装 AMS 增高架或移除顶部玻璃),并已正确校准。
- 打印板必须保持清洁(无油污、灰尘或残留物)。请使用与材料匹配的打印板。Bambu PEI 板适用于大多数材料;PC / PA 通常需要使用胶水
- 耗材必须干燥 —— 含水会导致挤出异常和层间结合力下降。
- 请禁用任何会增加层时间延迟的功能(例如 延时摄影、暂停),否则优化后的 G-code 将无效。
- 打印前请在预览中检查 G-code 并确认修改内容。Helio 仅调整打印速度;腔体、喷嘴和热床温度仍由耗材设置控制。
- 优化目标是提升强度并减少翘曲, 可能会在一定程度上影响外观。 可参考 📖 用户手册 中的建议进行平衡。
¶ 用户入门 —— Bambu Studio 中的 Helio 优化
- 本指南将帮助你完成首次 Helio 优化流程,以最少步骤开始打印。
- 支持的打印机与材料列表请查看:支持列表
- 如需更详细说明和高级选项,请参阅完整的 📖 用户手册。
- 按材料查看优化优势请参考:耗材指南。
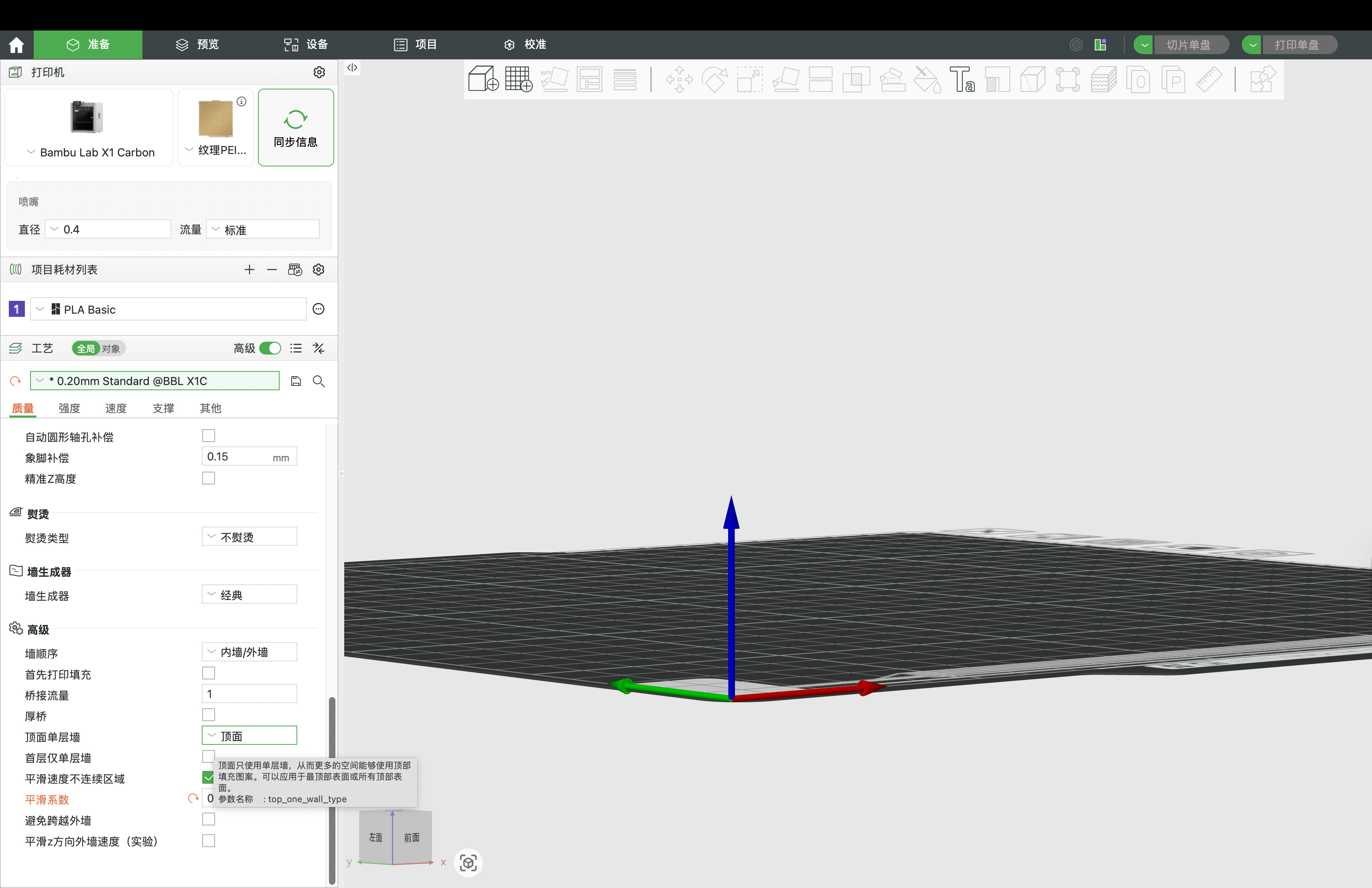
1. 设置 Smooth Coefficient = 0.2
(质量 → 高级 → Smooth coefficient)
较低的数值可在 Helio 提升速度时,使速度变化更加平滑。
对于低 Tg 材料(如 PLA、PETG)这是必需设置

2. 桥接与悬垂保持默认设置
Helio 不会重新调整这些参数。请保持切片器默认值,或使用你已验证可靠的设置。
3. 接缝位置保持为“对齐”或“背面”
这样可以强制每一层使用一致的打印顺序,有助于提升热均匀性,并为优化器提供更稳定的基线,从而获得更可靠的优化效果。
4. 切片 → Helio 操作 → Enhance
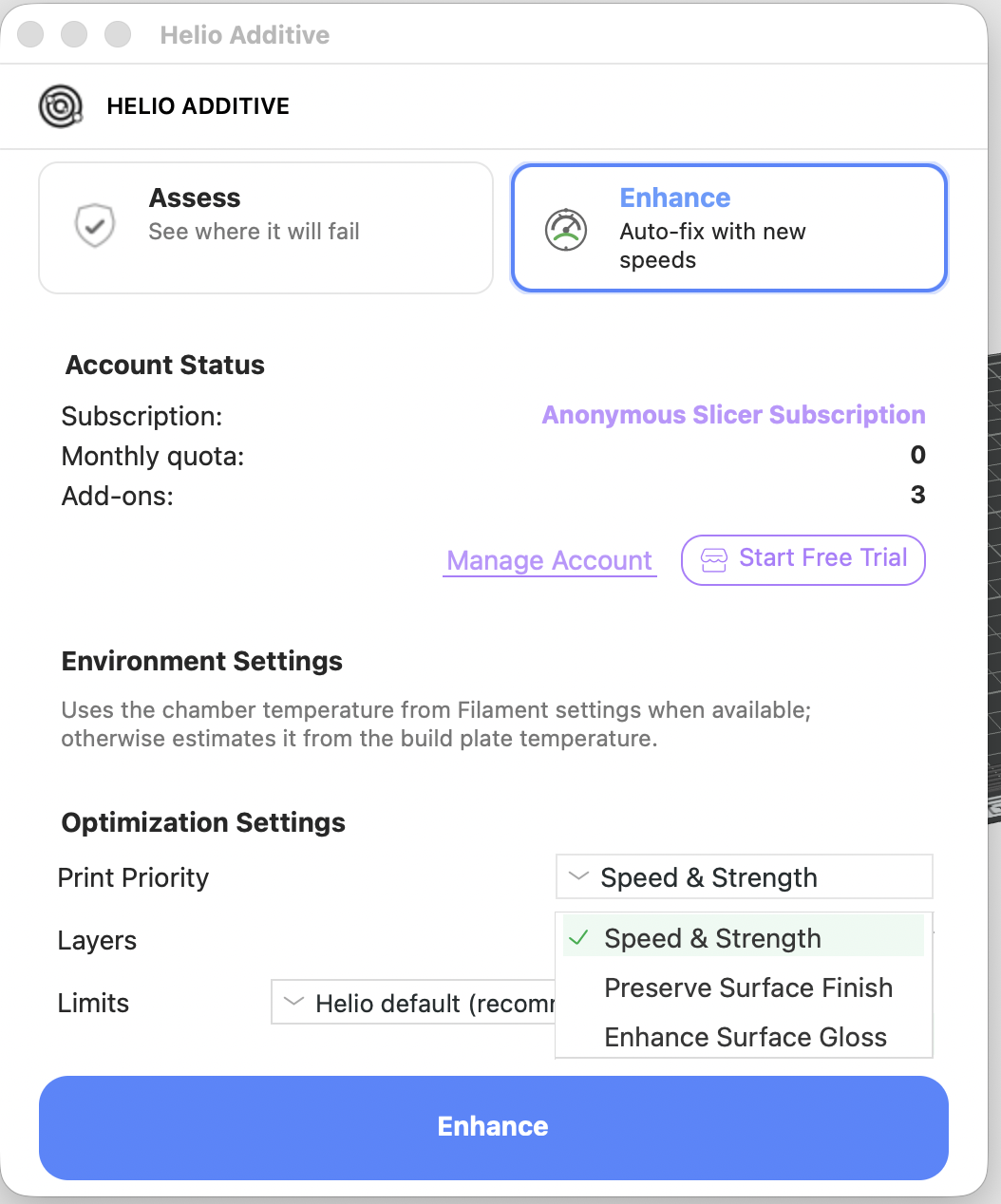
5. 打印优先级
在 Helio 窗口中设置:
-
速度 & 强度 — 在保证层间结合的前提下实现最快打印速度
-
保持表面质量 — 保留原始表面纹理
-
增强表面光泽 (仅适用于特定材料) — 提升外观效果
6. 确认 并等待优化完成。
7. 复查 预览中的摘要与 G-code,检查速度、层时间等修改内容,确认无误后开始打印。
¶ 材料专用快速入门建议
¶ 低 Tg 材料(PLA、PETG)
1. 耗材 → 冷却 → 预启动风扇时间 = 2 秒
确保在打印精细区域前风扇已正常运转。


2. 其余参数保持默认(如风扇曲线)。
3. 切片 → Helio → 优化 → 确认 → 打印。
¶ 高玻璃化转变温度(Tg)材料(PC、ABS / ASA、PA)
1. 热床温度 = 推荐的最大值.
2. 腔室温度 = 最大值 (如果支持的话).
3. 喷嘴温度 = 推荐的最大值 (或根据温度测试结果设定).

4. 切片 → Helio → Enhance → 确认 → 打印。
¶ ⚡ 性能提示
优化所需时间长于模拟,因为系统会运行多次模拟以找到最佳解:
- 若优化失败,配额将自动返还。
- 参考标准:体积不超过打印仓一半的模型通常可在合理时间内完成优化。
- 更大的模型 → 将切片器设置为最小层时间,并仅运行模拟。
¶ ⚠️ 已知限制
- 换料或长时间暂停会破坏热连续性
- 延时摄影会干扰层时间
- 不支持非官方切片器修改
- 未在支持列表中的特殊材料可能无法覆盖
¶ ✔️ 提醒
Helio 优化旨在减少翘曲并提升强度。 外观可能会略有变化,但可通过用户手册中的建议在强度与外观之间取得平衡。 打印前务必检查 G-code 预览。