¶ ⚠️ 重要提醒
使用Helio 优化功能要求您的打印机处于良好的工作状态:
- 打印机必须保养良好、未经改装(如未安装AMS升降模块或拆除顶部玻璃),并完成精准校准。
- 构建平台必须洁净(无油脂、灰尘、残留物),且需根据材料选用对应平台。Bambu PEI平台适用于多数材料;PC/PA材料通常需要涂覆胶水。
- 耗材必须保持干燥——水分会导致挤出异常和层间结合力下降。
- 禁用所有会延长单层打印时间的功能(如延时摄影、暂停打印),否则优化后的G代码将失效。
- 在预览界面仔细核查G代码并确认修改后再打印。Helio仅优化打印速度,腔室温度、喷嘴温度及热床温度仍遵循耗材参数设置。
- 优化侧重于提升强度并减少翘曲, 可能需牺牲部分美观性。 您可通过 📖 用户手册中的建议来权衡。
¶ 📖 快速入门指南:Bambu Studio 中的 Helio 优化功能
新用户请注意:快速入门指南 提供60秒操作导览,本页面为权威参考文档。
¶ 目录
¶ 我们的工作
Helio通过基于物理的热力学模拟优化您已切片的G代码:
- 依据您的耗材配置文件(喷嘴、热床、腔室温度及冷却设置)进行模拟
- 调整分层时间,使材料体积单元始终处于粘合窗口内,从而增强零件强度
- 逐层改变打印速度以减少残余应力和翘曲变形
- 从第二层开始优化(首层保留用于粘合调节)
- 专注于提升层间结合强度,外观效果可单独调节
- 不会修改喷嘴/热床/腔室温度、挤出宽度/高度或风扇配置,这些参数仍由切片器控制
¶ 快速入门要点
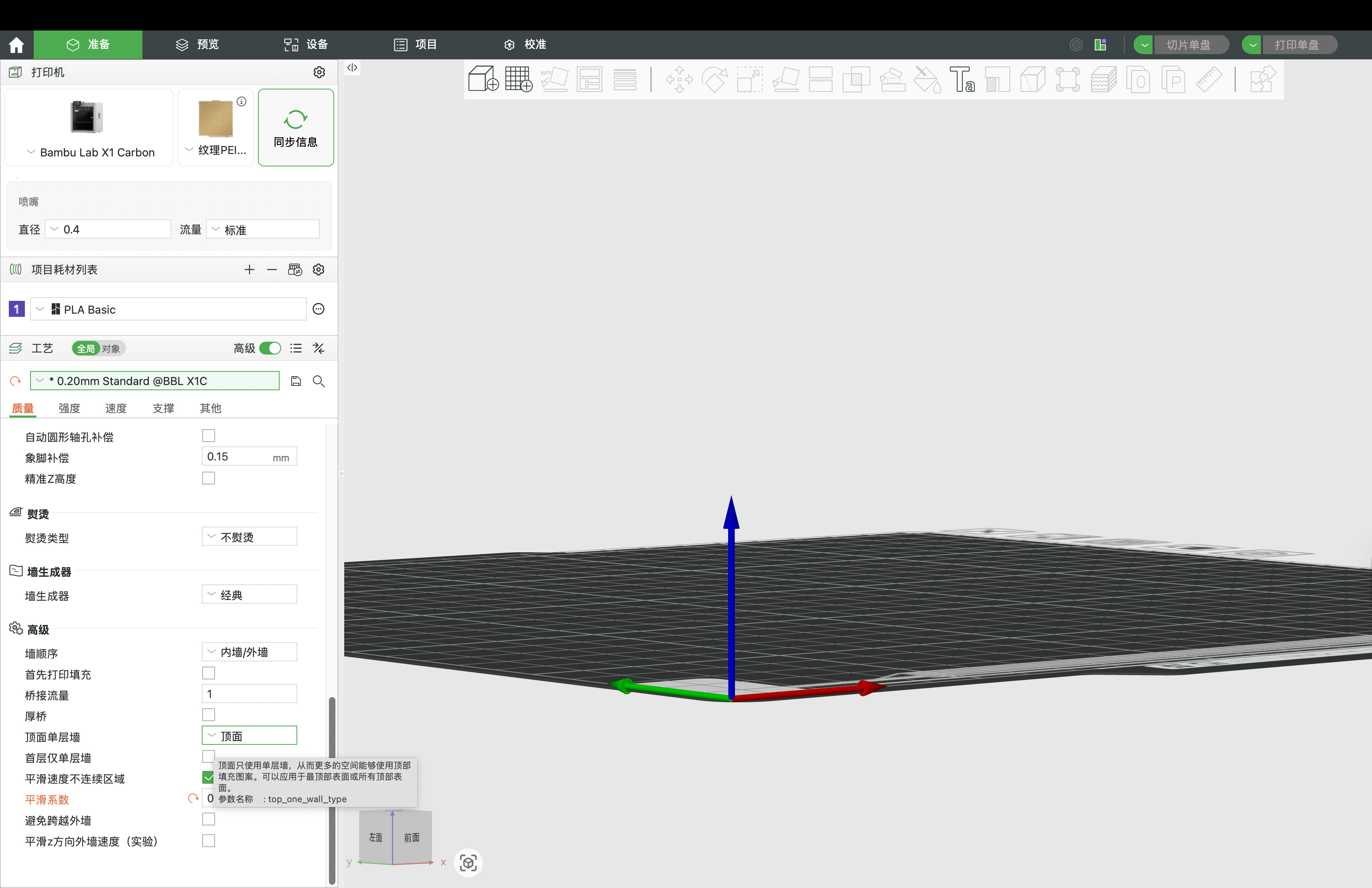
1. 设置平滑系数= 0.2
(质量 → 高级 → 平滑系数)
较低的数值可使Helio提速时的速度变化更平缓。
原因:Helio通常会提高打印速度以缩短分层时间并保持层间温度。平滑的速度过渡可减少急停/加速度峰值和振纹现象,同时为优化器提供更大调控空间,避免产生打印瑕疵。

2. 桥接与悬垂结构请保持默认设置
Helio不重新调整这些设置。请保留切片器的默认值或您已知运行良好的设置。
原因:桥梁/悬垂结构属于临界情况,提速可能导致特征结构坍塌。保留经实践验证的设置后,Helio可在确保这些敏感区域安全的前提下,放心优化全局打印时序。
3. 切片 → Helio 操作 → 优化
原因:优化过程通过多次模拟运算,在遵循您设定的流量上限前提下,寻找能使每个分层始终处于粘合窗口内的最佳速度。
4. 外墙优化
在Helio对话框中,若表面处理是首要考量,请将 优化外壁 = 否 设为 否;若追求最大强度,则设为 是。
原因:Helio可通过调整外壁打印速度来保持温度一致性。这可能会轻微影响挤出质量或导致外观差异。此选项让您自主选择:选择 否 可保留切片器优化的表面效果;选择 是 则允许对外壁路径进行温度驱动的速度校正,从而实现更均匀的粘合效果。

5. 确认 并等待优化完成.
6. 预览检查:在预览中查看G代码,检查调整后的速度、分层时间等参数,确认无误后即可开始打印。
作用说明:预览功能让您在消耗材料前,可验证速度渐变与分层时间调整是否符合您的预期或既往经验。
¶ 运行模式
注意:对于小于 0.2 mm 的层高,仅可使用高级模式。在所有模式下,您可以选择禁用外壁调整,将优化限制在特定层(例如,仅针对烟囱或针尖)。
¶ Helio 默认模式(推荐)
- 在可能的情况下平衡粘合强度与速度提升。
- 用户输入最少。
¶ 切片机默认模式
- 可覆盖限制:最大体积流量 (mm³/s) 和 每特征速度上限。
- 以切片机自身默认值为起点(通常较保守);可根据需要向上或向下调整。
如果您满足以下情况,请使用切片机默认模式:
- 您了解丝材的实际流量上限(例如,通过流量和温度塔校准获得)。
- 使用高流量喷嘴,能够实现高于标准的流量。
¶ 关键切片参数
¶ 平滑系数
控制 Helio 调整速度时的速率渐变平滑度
推荐值:0.2
原理:较平缓的速率渐变可减少为达到分层时间目标而调整速度时产生的振纹/过冲现象
¶ 外壁优先 vs 填充优先
- 外壁优先 → 最佳外观(表面更清晰)
- 填充优先 → 对极端悬垂/桥接结构更安全
原理:先打印外壁可在内部热量影响轮廓前锁定表面质量;先打印填充则为高难度跨距结构提供稍多的支撑/热质量
¶ 冷却/风扇
保持您已知有效的冷却配置,Helio不修改风扇曲线
针对低玻璃化转变温度材料(PLA/PETG),设置风扇预启动时间 = 2秒(耗材 → 冷却设置)
原理:当Helio提高打印速度时,分段时间缩短。预启动风扇可确保在打印精细区域前达到目标转速,避免冷却不足或温度骤升
¶ 特殊情况:无控温腔室(仅热床加热)
若您的设备腔室仅靠热床逐步升温,请将每次打印视为冷启动工况,并在打印间隔进行腔室通风
原理:稳定的起始条件可使Helio的热力学预测更加准确且具有可重复性
¶ 材料专用快速入门指南
¶ 低玻璃化转变温度 (Tg) 的材料 (PLA, PETG)
1. Filament → Cooling → Pre-start fan time = 2 s
确保在打印精细区域前风扇已启动运转。
原因:Helio可能提升打印速度从而减少驻留时间。预先启动风扇可避免转速响应延迟,防止因散热不足导致微小特征软化或锐角变圆。


2. 保留所有其他默认设置(如风扇配置文件)。
原因:您的切片配置文件已经过优化,可防止PLA/PETG材料在微小特征上变形。Helio仅专注于时序优化,不会修改风扇曲线。
3. Slice → Helio → Optimise → Confirm → Print.
¶ 高玻璃化转变温度 (Tg) 的材料 (PC, ABS/ASA, PA)
1. 热床温度 = 推荐的最大值.
2. 腔室温度 = 最大值 (如果支持的话).
3. 喷嘴温度 = 推荐的最大值 (或根据温度测试结果设定).
原理:较高的基准温度可扩大粘合窗口并减少热梯度→从而降低残余应力/翘曲风险。Helio 负责调控速度/分层时间,而热环境需由您自行设定。

4. 切片 → Helio → 优化 → 确认 → 打印
¶ 性能范围与限制
¶ ⚡ 性能提示
优化耗时远超模拟,因为需运行多次模拟以寻找最优方案:
- 若优化失败,您的配额将全额返还
- 参考标准:构建体积一半以内的零件可在合理时间内完成优化
- 较大零件 → 请将切片器设置为最小分层时间并仅运行模拟程序
已知限制说明
- 耗材更换或长时间暂停会破坏热连续性
- 延时摄影功能会影响分层时序
- 不支持非标准切片器修改版本
- 特殊材料若未列于参数表则可能不受支持
¶ 最佳实践准则
- ✅ 每次打印前清洁构建板
- ✅ 保持耗材干燥(使用干燥箱或预干燥处理)
- ✅ 打印高玻璃化转变温度材料时关闭腔室
- ✅ 检查风扇/过滤器确保气流稳定
- ✅ 保持固件与切片器版本更新
- ✅ 打印前务必检查G代码预览
¶ 不适用优化的情况
- 层时间自然稳定的大型均匀零件
- 满构建体积的零件(建议仅采用模拟功能)
- 必须包含长时间暂停或延时摄影的打印任务
¶ 故障排除指南
- 使用打印调试流程图进行逐步诊断
- 确认是否满足重要警告中列出的前置条件
- 若速度上限看似过低/过高,请验证流量限制(基础模式与高级模式差异)及喷嘴直径/分层高度参数设定
- 若外表面效果与预期不符,可尝试切换优化外壁选项和/或在切片器中改用外壁优先模式
¶ 术语表
- 粘合窗口:相邻层充分熔合的温度/时间范围
- 打印层时:特定区域连续打印的时间间隔;时间越短通常意味着层温越高
- 体积流量(mm³/s):每秒挤出体积,决定特定喷嘴/线型结构的速度上限
- 热连续性:假定加热/冷却过程无意外延迟(如暂停、延时摄影)的理想状态
¶ ✔️ 温馨提示
Helio优化功能旨在减少翘曲并增强强度。 外观可能略有变化,但您可参照用户手册指南平衡强度与表面效果。 打印前请务必检查G代码预览图。