¶ ⚠️ 重要警告
Helio 优化功能要求您的打印机处于良好工作状态:
- 打印机必须维护良好、未经改装(例如未加装 AMS 升降架或移除顶部玻璃盖),且已正确校准。
- 打印平台必须干净(无油脂、灰尘或残留物)。请使用适合耗材的打印平台。Bambu PEI 平台适用于大多数耗材;PC/PA 材料通常需要涂抹胶水。
- 耗材必须干燥——受潮耗材会导致挤出异常和层间结合不良。
- 禁用任何会增加层间延迟的功能(例如延时摄影、暂停)——否则优化后的 G-code 将失效。
- 在预览中检查 G-code 并在打印前确认更改。Helio 仅调整您的打印速度。腔体、喷嘴和热床温度由您的耗材设置决定。
- 优化功能以提升强度和减少翘曲为目标, 可能会对外观有所影响。 您可以参考 📖 用户手册中的建议进行平衡调整。
¶ 用户入门指南 — OrcaSlicer 中的 Helio 优化功能
- 本指南将引导您完成 Helio 优化功能的首次运行,让您以最少的步骤开始打印。
- 请参阅我们的支持的打印机和耗材列表
- 如需了解更多详情和高级选项,请查阅完整的📖 用户手册。
- 如需了解各类耗材优化的优势,请参阅:耗材指南。
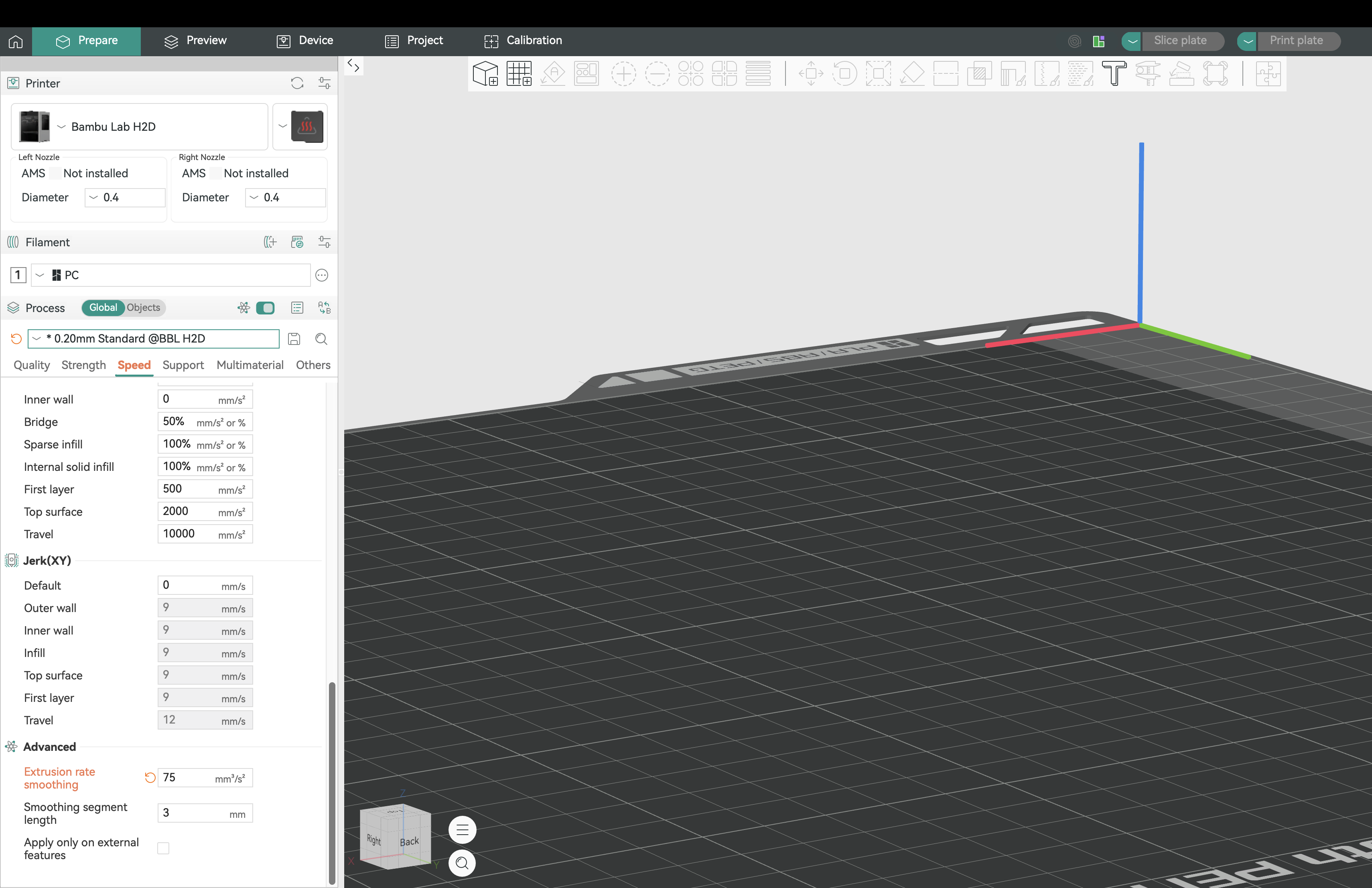
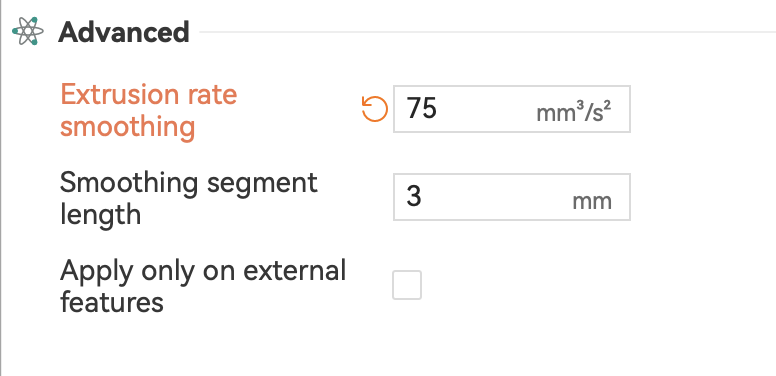
1. 设置挤出速率平滑系数 = 75
(速度 → 高级 → 挤出速率平滑)
较低的数值可在 Helio 提升速度时使速度变化更加平滑。
对于 PLA 和 PETG 等低 Tg 耗材,此设置为严格必要项
2. 保留桥接和悬空的默认设置
Helio 不会重新调整这些参数。保留切片软件的默认值或您已验证有效的设置。
3. 将接缝设置保留为"对齐"或"背面"
使用对齐或背面接缝可在每层强制执行可重复的打印顺序。这有助于提升热均匀性,为优化器提供更稳定的基准,从而带来更可靠的优化效果。
4. 切片 → Helio 操作 → 增强
5. 打印优先级
在 Helio 对话框中,选择:
-
速度与强度 — 以最快打印速度实现最优层间结合
-
保留表面光洁度 — 保持原有表面纹理
-
增强表面光泽 (适用于特定耗材) — 提升视觉效果
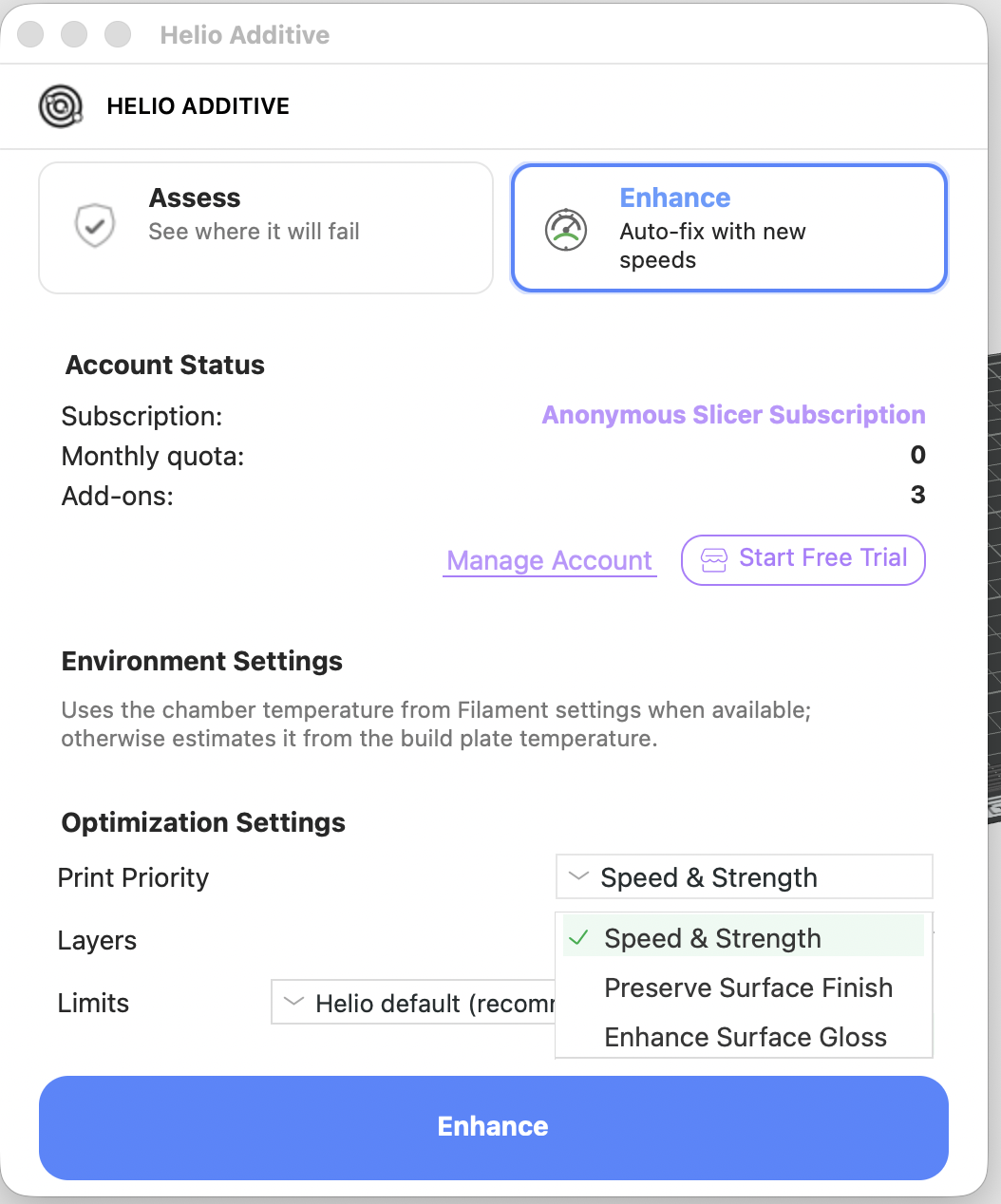
6. 确认并等待优化完成。
7. 检查摘要和预览中的 G-code,核实调整后的速度、层时间等参数,确认无误后开始打印。
¶ 耗材专项快速入门指导
为充分发挥各类耗材的优化效果,我们建议执行以下操作:
¶ 低玻璃化转变温度(Tg)耗材(PLA、PETG)
1. 打印机 → 基本设置 → 风扇加速时间 = 2 秒
取消勾选"仅悬空处"。确保风扇在整个打印过程中任何精细区域打印前均已启动,而不仅限于悬空处。
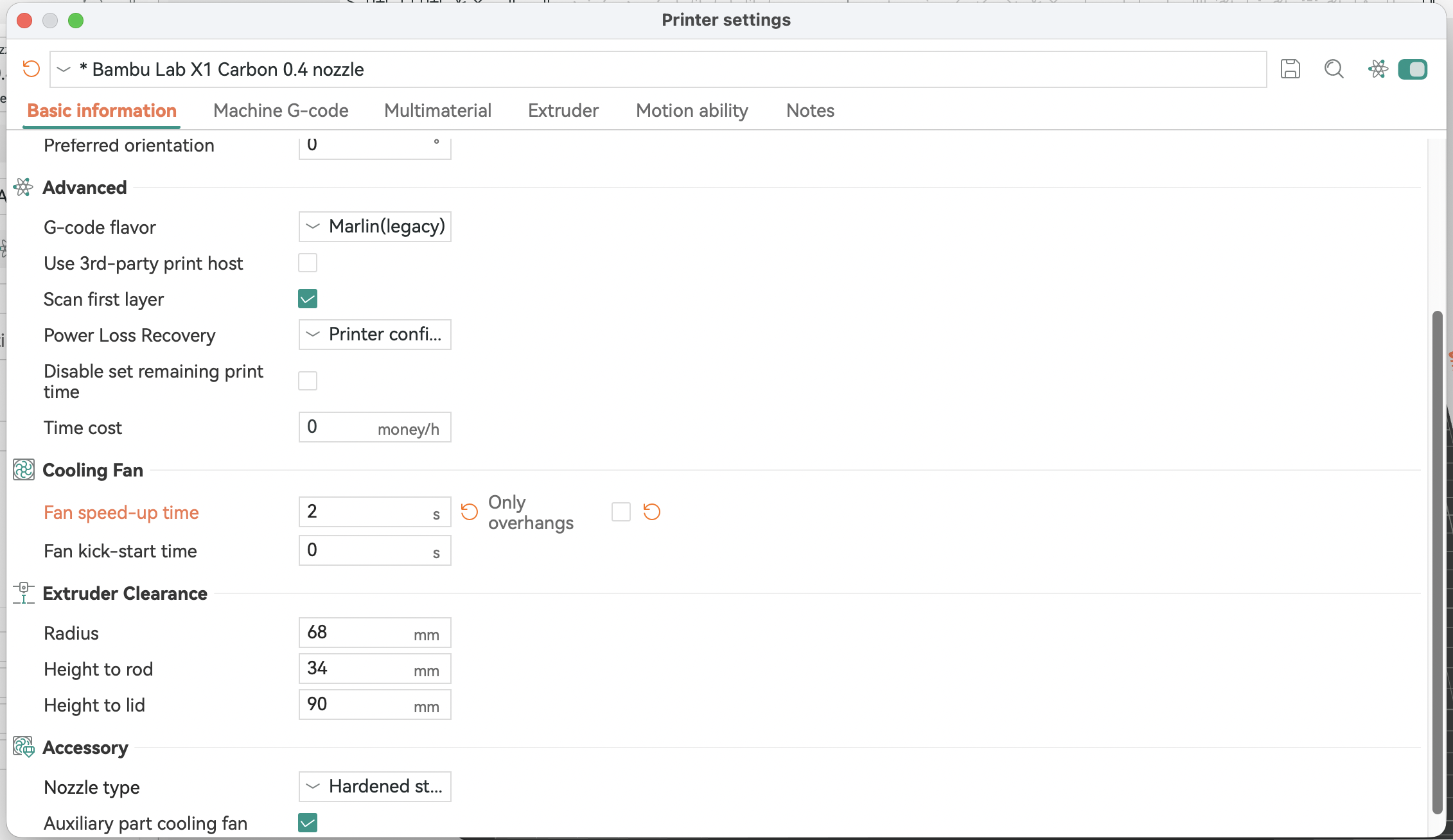

2. 保留所有其他默认设置(例如风扇配置)。
3. 切片 → Helio → 增强 → 确认 → 打印。
¶ 高玻璃化转变温度(Tg)耗材(PC、ABS/ASA、PA)
1. 热床温度 = 推荐最高值。
2. 腔体温度 = 最高值(如支持)。
3. 喷嘴温度 = 推荐范围上限(或依据温度塔结果设定)。
3. 切片 → Helio → 增强 → 确认 → 打印。
¶ ⚡ 性能说明
增强(优化)功能比评估(仿真)功能耗时更长,因为需要运行多次仿真以找到最优方案:
- 参考时间:体积不超过构建平台一半的零件可在合理时间内完成优化。
- 较大的零件 → 在切片软件中设置最短层时间,并仅运行评估(仿真)。
¶ ⚠️ 已知限制
- 换料或长时间暂停会中断热连续性。
- 延时摄影会干扰层时序。
- 不支持非标准切片软件修改。
- 特殊耗材可能不在上限表覆盖范围内。
¶ ✔️ 温馨提示
Helio 增强功能旨在减少翘曲并提升强度。
外观可能会略有变化,但您可以参考用户手册中的指导在强度与表面效果之间进行平衡。
打印前请务必在预览中检查 G-code。